ライトニングインフィルは、UltiMaker Curaに最近追加された最もエキサイティングな機能の1つで、適切に活用すると、大幅に少ない材料でより速くプリントできるようになります。本記事では、ライトニングインフィルとは何か、これを最大限に活用する方法について詳しく説明します。
ライトニングインフィルとは?
ライトニングは、UltiMaker Cura バージョン 4.12 以降で利用可能な新しいインフィル設定です。インフィルパターンを選択する際に、インフィルドロップダウンメニューで選択できます。

ライトニングは、これまでUltiMaker Curaが提供してきたどのインフィルとも異なります。その理由を理解するために、インフィルとは何か、なぜ存在するのかについてお話する必要があります。
インフィルとサポート:表裏一体
FFF方式の3Dプリンターでオブジェクト設計しプリントする場合、各レイヤーはその下のレイヤーの上にプリントしなければならないことを意識することが重要です。つまり、オブジェクトの特定部分の角度が悪いと、プリンターは空中でプリントしようとし、プリントに失敗することになります。これを「オーバーハング」と呼びます。また、構造的に問題のない2つの部分の隙間が大きすぎると、プリントがたるんでしまい、最終的な造形物表面に凹凸ができることがあります。これを「ブリッジング」といいます。
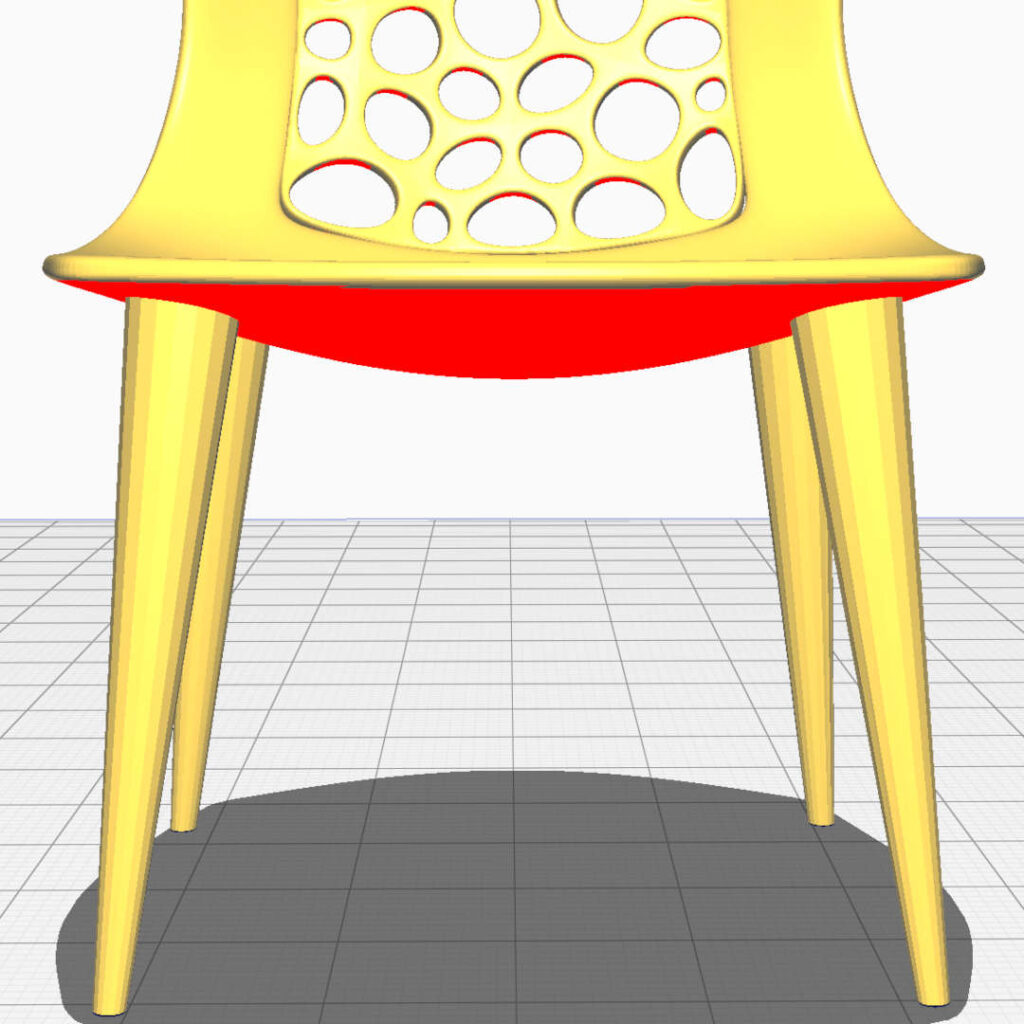
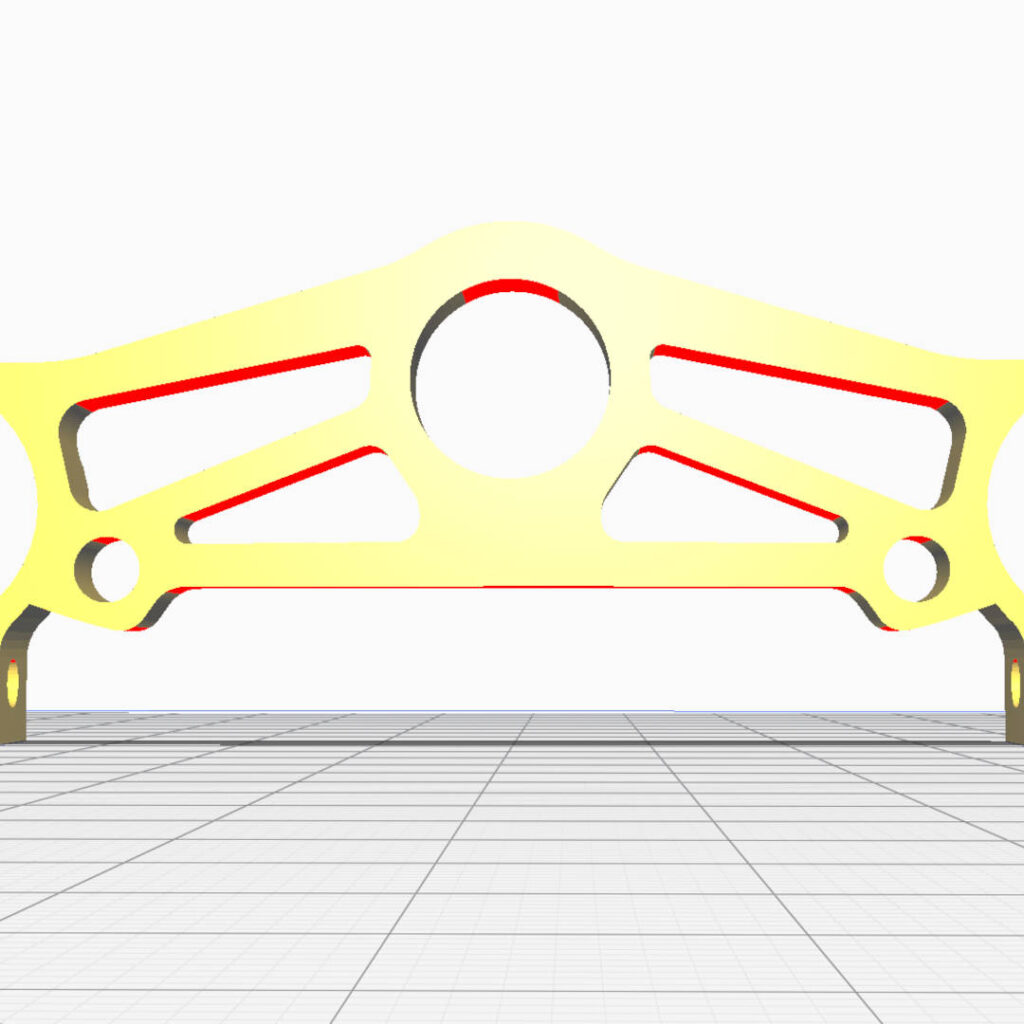
スライサーでサポートを「有効」にすると、オブジェクトの下に構造物が生成され、通常ではプリントできない部分をサポートします。これらのサポートは、プリント終了後に取り外すことができます。
中身が詰まったオブジェクトをプリントする場合は、そのオブジェクトの外部形状にのみ注意を払います。しかし、中身が詰まったプリントは多くのマテリアル(材料素材)を使用し、プリントに時間がかかります。時間とマテリアルを節約するために、プリント設定を変更して、オブジェクトを中空にプリントすることが可能です。しかし、その場合、プリント内側にあるブリッジやオーバーハングが気になります。
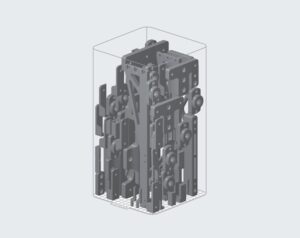
この問題は、インフィルを使って解決してきました。インフィルとは、インフィル設定に基づき、プリント内部に均一な内部構造を生成するものです。インフィルには、さまざまなパターンを選択することが可能です。例えば、グリッドを選択すると、プリント内部に格子状のパターンが生成されます。
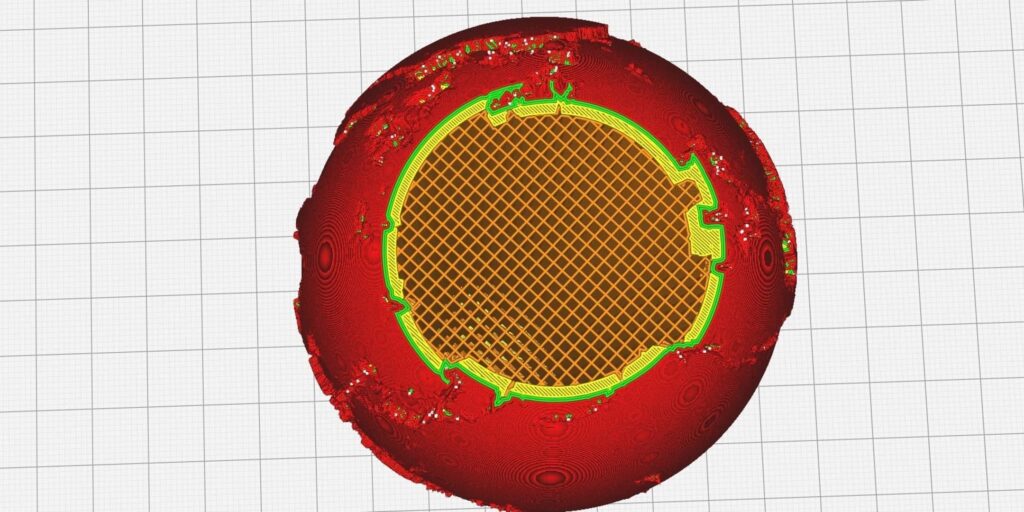
また、インフィルの割合を変えることで、インフィル密度を変更することも可能です。インフィルの割合を高くすると、パターン密度が高くなり、使用するマテリアルも多くなります。一般に、インフィルの割合が高いとパーツは強くなり、低いと弱くなります。しかし、強度を犠牲にしてインフィルを減らすことには限界があります。非常に低いインフィル率では、オブジェクトの一部が適切に支持されない可能性があり、その部分にたるみや穴が生じることもあり得ます。
構造的な強度を必要としないパーツであれば、20%程度のインフィルでもプリントに成功することがあります。しかし、インフィルパターンは部品内部形状に関係なく一様に生成されるため、このような低い割合に設定しても、多くのマテリアルが使用されます。しかしながら、ここで使用されるマテリアルがすべて必要なわけではありません。
そこで登場したのが、「ライトニング」です。ライトニングインフィルは、オブジェクトのプリントしにくい部分をサポートするために、特別な内部構造を生成し、サポートがなくてもプリントが成功する部分にはほとんどサポートを与えないという意味で、外部サポートのような役割を果たすのです。その結果、より少ないマテリアルで、より速くプリントすることが可能になりました。
ライトニングインフィルの仕組みは?
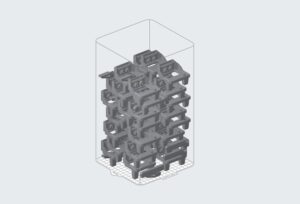
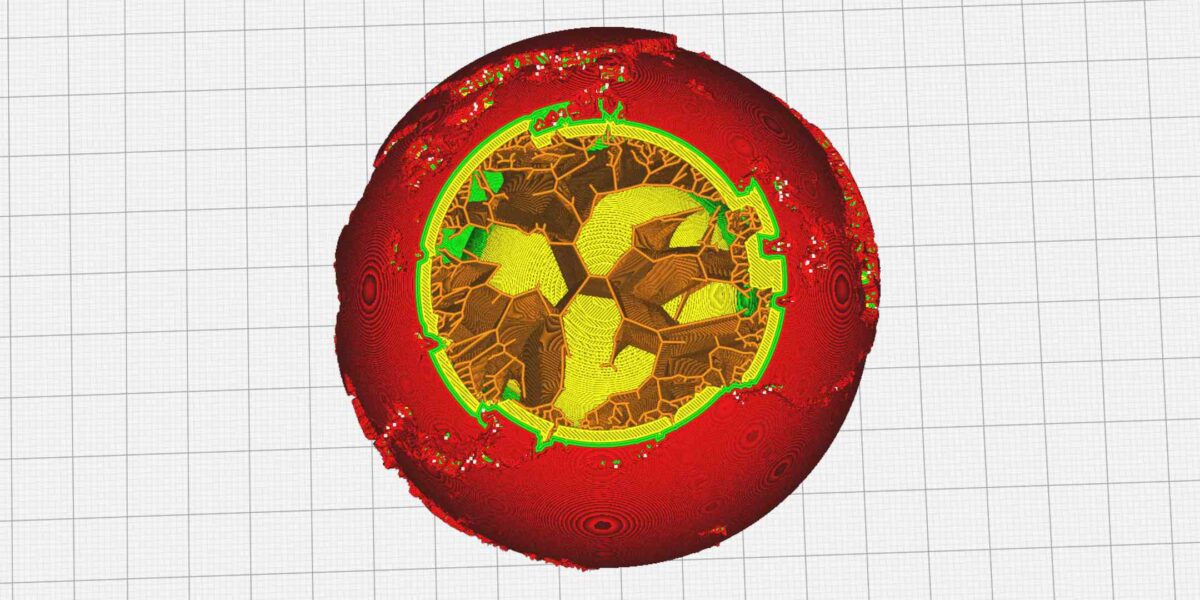
ライトニングインフィルは、これまでのインフィル技術を進化させたものではなく、内部支持構造を形成するための全く新しいアプローチとなります。ライトニングインフィルは、プリントを成功させるためにサポートが必要なモデル内部領域を特定し、それをサポートすることで機能します。
その結果、インフィルは枝分かれした木のような構造になり、稲妻(Lightning)に似ています。これが、ライトニングインフィルと呼ばれる所以です。
ライトニングインフィルが効果的な理由の一つは、ビルドプレート上で開始する必要がある外部サポートとは異なり、ライトニングサポート構造はモデル内壁のどこからでも開始し終了することができることです。つまり、使用するマテリアルが少なくて済み、プリントオブジェクトの大部分を完全に空っぽにすることができるのです。
その結果、ライトニングインフィルを使用してプリントしたモデルは、中身が詰まったモデルよりもマテリアル使用量を最大90%削減でき、同じインフィル率で他のインフィルを使用した場合と比較しても、50%以上削減できることがよくあります。
ライトニングインフィルの生成に伴う複雑さは、スライス時間のわずかな増加につながりますが、それはごくわずかで、数秒追加されるだけです。
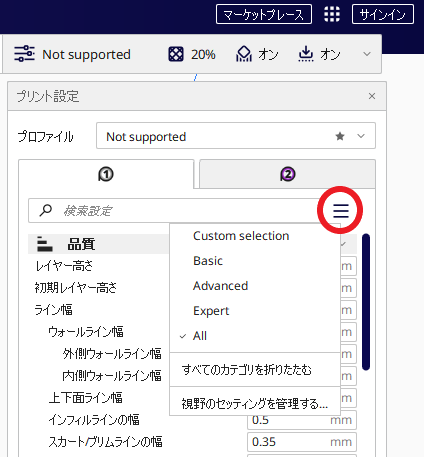
ライトニングインフィルを有効にするには、UltiMaker Curaのインフィル、ドロップダウンメニューで選択する必要があります。インフィル選択が表示されない場合は、推奨設定ではなく、カスタム設定を開いてください。それでも見つからない場合は、プレファレンス(Preferences) > Curaを構成する(Configure Cura) > 設定(Settings) > インフィルパターン(Infill pattern)に移動して、インフィルパターン設定が「有効」になっていることを確認します。そして、インフィルパターン横のボックスにチェックが入っていることを確認します。

どの設定を使用するか?
通常、インフィルを使用する際に変更する主な設定は、インフィル率です。しかし、他のインフィルとは異なり、ライトニングインフィルではインフィル率と使用マテリアルの関係が直線的ではありません。代わりに、生成されるインフィル量は、オブジェクト形状に依存します。30%以上のインフィルを使用している限り、プリントの完成に問題はありません。
プリント強度を高めるためにインフィルの割合を高くする場合は、別のインフィル設定を使用する方が理にかなっている場合があります。
また、他のインフィルでは使用できない設定も可能です。それらは、「サポート角度」「オーバーハング角度」「刈り込み角度(prune angle)」「矯正角度(straightening angle)」です。これらの設定にアクセスしたい場合は、Cura設定のメニュー構成(上図参照)で表示、または非表示にすることができます。
これらの設定により、ライトニングインフィルの生成方法をより細かく制御することができます。ほとんどの用途では、デフォルトのままで問題ありません。しかし、実験したい場合には、UltiMaker Cura Settings Guideプラグインで上記設定に関するより詳細な説明を見ることができます。
ライトニングインフィルの用途
ライトニングインフィルは、より少ないマテリアルでより速いプリントを可能にします。唯一のトレードオフは、出来上がったプリント強度が低くなることです。これらの要素により、幅広い用途に対応することができます。
ラピッドプロトタイピング
ライトニングインフィルによるプリント時間短縮は、より迅速かつ低コストで、プロトタイピング工程を繰り返し行う機会を提供します。ライトニングインフィルでプリントされたパーツは、構想段階でのプロトタイプやビジュアルプロトタイプとして使用するのに最も適しています。造形物次第で1回のプリント時間を短縮できるため、1日に何度も繰り返しプリントでき、上市前に製品を十分にテストすることができます。

装飾品
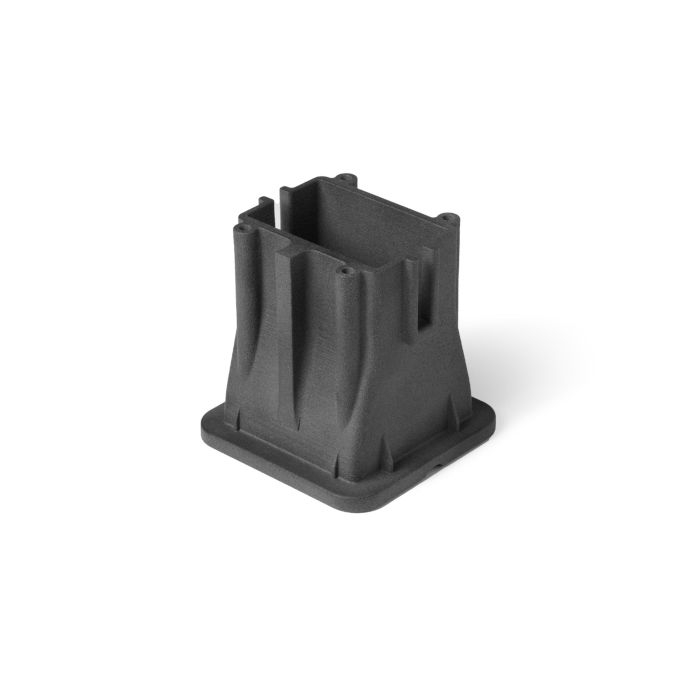
ディスプレイモデルや機能性を求めないプリントは、ライトニングインフィルに最適です。特に、胸像や像のような内部面積の大きなプリントは、プリント時間を何時間も短縮できるため、3Dプリントしたアートで自宅を飾りたい人にライトニングインフィルは最適です。
ライトニングインフィルでプリントしたオブジェクトは、少なくとも2~3枚の壁面レイヤーでプリントする限り、これまで通り扱うことができます。つまり、テーブル天板やウォーゲームの地形、ボードゲームのコンポーネントも、ライトニングインフィルの理想的な使用例と言えます。
環境に配慮したプリント
3Dプリントの環境負荷が気になる方は、ライトニングインフィルによって材料の無駄を減らせることをご存知でしょう。従来のインフィル設定を使用する場合、不要な内部インフィルが大量にプリントされます。
つまり、より多くのプラスチックが使用され、出来上がったパーツはリサイクルや堆肥化が難しくなります。ライトニングインフィルでは、プリントに必要なインフィル量のみを使用し、それ以上は使用しません。さらに、プリント速度が速いということは、1回のプリントで使用する電力も少ないということです。
低予算でプリント
低予算で3Dプリントをしたい人は、ライトニングインフィルを使用すると、大幅な節約になります。ライトニングによってマテリアル使用量が削減されるため、スプール(フィラメント)が長持ちし、1回のプリントコストが削減されます。さらに、プリント速度が速いということは、プリンタ稼働時間が短くなり、電気代やプリンタのメンテナンス費用が少し節約できることを意味します。
より少ないマテリアルでより速いプリントを体験していただくために、ぜひライトニングインフィルを試してみてください。UltiMaker Curaをダウンロードして、今すぐ高速プリントを始めましょう!