Categories
TCT JAPAN 会場限定イベントのお知らせ

TCT JAPAN 会場限定イベントのお知らせ
平素は格別のご高配を賜り、誠にありがとうございます。
弊社ではTCT JAPANにおける弊社ブースにお立ち寄り頂いた方限定でFormlabs「Form4」の特別ディスカウントキャンペーンを開催いたします。
キャンペーン内容の詳細につきましては展示会場にて弊社スタッフにお問い合わせください。
TCT JAPAN 会場限定イベントのお知らせ
平素は格別のご高配を賜り、誠にありがとうございます。
弊社ではTCT JAPANにおける弊社ブースにお立ち寄り頂いた方限定でFormlabs「Form4」の特別ディスカウントキャンペーンを開催いたします。
キャンペーン内容の詳細につきましては展示会場にて弊社スタッフにお問い合わせください。

2024 年 4 月 17 日、Formlabs は、速度、精度、信頼性、材料の多様性において業界標準を再定義する次世代の樹脂 3D プリンターであるForm 4を発表しました。Form 4 とその生体適合性バージョンであるForm 4Bは、長年にわたる画期的なハードウェア、ソフトウェア、材料科学のイノベーションに基づいて構築されており、比類のない速度、精度、信頼性を実現します。
Form 4/B は 3D プリントの基準を再定義しますが、私たちの言うことを鵜呑みにする必要はありません。このレビューのまとめでは、3D プリントの専門家が Form 4 について何と言っているかを見ていきます。
「コンパクトな形状でハイエンドの生産品質のプリントを実現する優れた樹脂 3D プリンター。」
アラステア・ジェニングス、TechRadar
Alastair Jennings 氏は、 TechRadarで Form 4 の熱烈なレビューを書いています。彼はまずエコシステム全体を見て、「専門的な材料の幅広い選択と、洗浄および硬化機や仕上げステーションを含む高品質のエコシステムにより、これは市場で最も完全でユーザーフレンドリーなオプションの 1 つになっています」と述べています。また、機能を詳しく説明する前に、広範な材料ライブラリが提供する使いやすさと柔軟性についても指摘しています。
「Form 4 は、これまでの 3D プリンターの中で最も高速で、最も正確で、最も詳細なプリントを実現しており、感銘を受けています。」
アラステア・ジェニングス、TechRadar
ジェニングス氏は、Form 4 の開梱について詳しく説明し、外観、サイズ、セットアップのしやすさの点で Form 3+ との類似点を指摘しています。印刷のテストに移ると、サポート付きの大型モデルはサポートから落ちて失敗する可能性があることがわかりました。ただし、この問題は多くの高速プリンターで発生しますが、Form 4 の高度なセンサーがこの問題を軽減するのに役立ち、PreForm で生成されたサポートに切り替えることで 100% の印刷成功率を達成したと述べています。
ジェニングス氏は Form 4 と Creality K1C を比較し、少量生産では Form 4 の方が時間が短縮されることを発見しました。Form 4 で 3DBenchy モデル 9 個を印刷するのに 1 時間 12 分かかりましたが、同じタスクを Creality K1C で印刷すると、サポートありで 15 時間 47 分と大幅に長くなりました。さらに、Form 4 の印刷は品質が高く、細部までよく表現され、サポートの除去も簡単でした。
「印刷品質と信頼性は抜群で、全体的なユーザーエクスペリエンスは大きな前進を示しており、これは現場での試作、モデル化、製造を希望する企業にとって実行可能なソリューションとなっています。」
アラステア・ジェニングス、TechRadar
後処理については、「ウォッシュおよびキュア マシンはオプションではあるものの、最良の結果を得るにはほぼ必須であり、クラス最高のマシンの 1 つです」と指摘されています。
最終的に、ジェニングス氏は「強化されたユーザー エクスペリエンスと追加機能により、Form 4 は Form 3+ からアップグレードする価値があります」と述べ、「市場で最も信頼性が高く、高品質で、最も汚れにくい樹脂 3D プリンターを探している人にとって、この価格帯では Form 4 に匹敵するものはほとんどありません」と述べています。
| 価値 | 競争力のある価格で卓越した品質。 | 4.5 |
|---|---|---|
| デザイン | 効率的な樹脂システムを採用した、洗練された使いやすいデザイン。 | 4.5 |
| 特徴 | 高度な印刷のための革新的な機能が満載です。 | 5 |
| パフォーマンス | スピードと精度において競合他社を上回ります。 | 5 |
| 合計 | 業界標準を確立する優れた 3D プリンター。 | 5 |
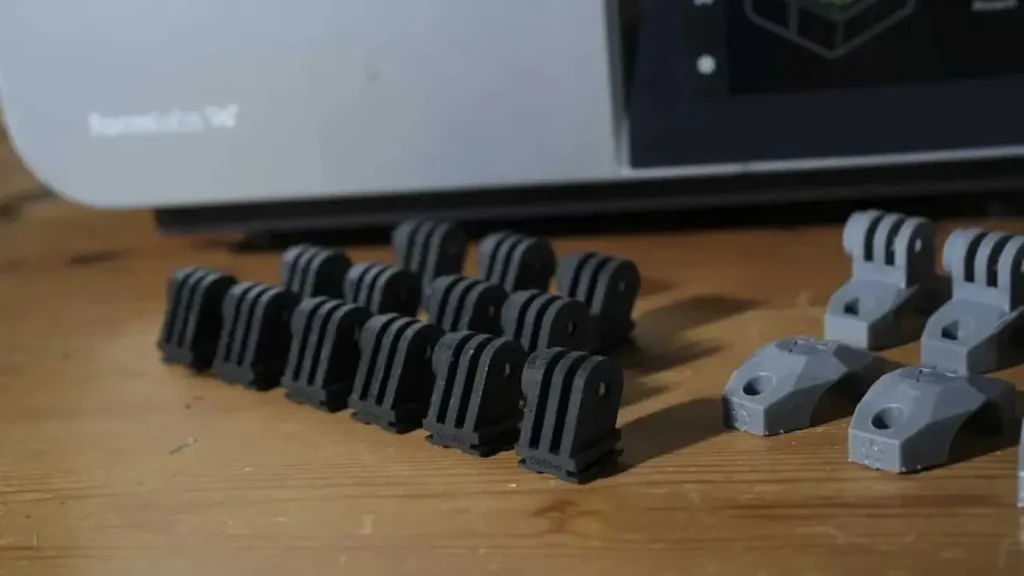
「Form 4 は、精巧なディテールや複雑なオブジェクトに対する精度、品質、信頼性という 2 つの点で特に優れています。[…] 比類のない一貫性の容易さを提供します。テスト中、8 リットルの樹脂 (透明、グレー、黒) が 1 つも問題なく使用されました。これは、故障が頻繁に発生する最高級の安価なプリンターとは対照的です。」
アラステア・ジェニングス、TechRadar
3DPrint.comの Jay Rincher 氏にForm 4、Form Wash、Form Cure、様々な樹脂を見せて、彼の感想を聞いてみました。樹脂 3D プリントの初心者である彼は、最初は少し緊張していましたが、「ワークフローが非常にシンプルで、スライサーが非常に直感的であることがわかったので、1 時間ほどでこれらのマシンを使えるようにトレーニングできない人はいないと思います。」
リンチャー氏は、開梱、セットアップ、印刷、後処理の全プロセスを順を追って説明します。開梱とセットアップは、プリンターのタッチスクリーンに明確なプロンプトが表示されるため簡単でしたが、大型パーツの洗浄用に最大 15 リットル入る Form Wash 用のイソプロピル アルコールの調達に問題がありました。
リンチャー氏はPreForm が直感的であると感じましたが、最大の問題はモデルにカップが付いていることでした。PreForm の機能ではカップを自動的に排出できませんでした。この点はさておき、「印刷プロセス自体は簡単です。このマシンの使用に習熟する必要はまったくありません。プラグ アンド プレイなので、樹脂印刷に不慣れな従業員のオンボーディングも非常に簡単です」と同氏は言います。
「レジン プリントは臭い、汚れ、危険などと言われることがよくあります。多くのローエンド デバイスでもおそらく同じだと思いますが、Form 4 ではまったく逆の体験ができました。プリント体験はおおむねスムーズで、手間がかからず、一貫性がありました。」
ジェイ・リンチャー、3DPrint.com
リンチャー氏のテストプリントには、模型、イヤリング、糸が通るハンド トイ、歯の模型などが含まれていました。彼は、複数プリントされたコンポーネントは同一であり、ハンド トイの糸は試したすべての素材で機能することを発見しました。
「高速 SLA 印刷を自社の機能に追加したいと考えている企業は、このマシンが自社のニーズに合っているかどうか確認してみることをおすすめします。」
ジェイ・リンチャー、3DPrint.com
私たちは、Adam Savage の Testedチームに Form 4 と樹脂を送りました。48 分間のビデオで、Norm Chan が Form 4 について詳しく説明しています。内容は次のとおりです。
Chan 氏は、SLA と MSLA の技術を詳しく説明した後、プリンターをセットアップしながら、各コンポーネントの動作と Form 3+ との比較について説明しながら、Form 4 のセットアップ プロセス全体を概説します。Chan 氏の Form 3+ に関する経験は明らかであり、Form 4 の技術と消耗品のアップデートに関心のある既存の Form 3+ ユーザーに洞察を提供します。
「Formlabs エコシステムの利点は今も健在です。私が [Form 4 について] 気に入っている点は、印刷が速く、監視が速く、信頼性が高く、非常に優れた樹脂の堅実な品質です。」
ノーム・チャン、テスト済み
Chan のビデオは、テクニカル プログラム マネージャーの Cole Durbin 氏とともに Form 4 のテクノロジーを詳しく調べるために Formlabs 本社を訪問した際の映像も含まれており、従来のレビューの範囲を超えています。Formlabs の共同設立者兼 CEO の Max Lobovsky 氏とのインタビューでは、2 人がソフトウェアや素材など、ユーザーのフィードバックに応えて製品を開発することについて話し合っています。
テストプリントを行った後、チャン氏は自身の経験とプリンターの性能について次のように語っています。「まず第一にスピードです。Form 4 は実際には約 3 倍高速です。グレーの樹脂を使用して 100 ミクロンでテストしました。」プリントされたモデルのより細かいディテールに注目し、マクロレンズで見た段階的な改善と、フィットするパーツの寸法精度について言及しています。
チャン氏は趣味の部品の印刷に主に注力していますが、「樹脂プリントや 3D プリント全般に携わって長年学んだことは、反復時間、ワークフロー時間、印刷を循環させる速度が本当に重要であるということです。また、プロトタイプ作成や設計を行う場合は、モデリング ソフトウェアに費やす時間と印刷と反復に費やす時間のバランスを取る必要があります。」と述べています。
結局のところ、彼は Form 4 についてこう語っています。「これは、一日中小さなミニチュアを印刷するために作られたプリンターではありません。エンジニアリング部品、セラミック部品、シリコン部品、このエコシステムで入手できるあらゆる高級で珍しい材料を印刷するために作られたプリンターです。」
詳細を知り、会話を聞くには、Chan による Form 4 の Tested レビュー全体をご覧ください。
「Formlabs のエンジニアリング チームの徹底ぶりにはいつも感心しています。分解するたびに多くのことを学びますし、古いモチーフに新しい工夫が加えられているのを見るのは楽しいです。」
アンドリュー・シェイン・ホアン、バニー:スタジオ
私たちは、MITで電気工学の博士号を取得し、ブログ bunnie:studios の創設者でもある研究者 Andrew Shane Huang 氏に、Form 4 プリンター 2 台を送りました。Huang 氏は、「プリンターの分解を行う機会に飛びつきました。Form 1、Form 2、Form 3世代でも同じことができたことを嬉しく思っています。プリンター 1 台を分解するプロセスから多くのことを学ぶだけでなく、熾烈な競争が繰り広げられる業界で、成功したハードウェア スタートアップがどのようにして確立されたプレーヤーに成長するかについて、独自の視点も得られています」と述べています。
詳細な投稿で、Huang 氏はまず SLA 3D プリンター市場の背景を説明し、その後、わかりやすい図表を使って Formlabs の光処理エンジンの進化について説明しています。Form 4 の光処理技術について、Huang 氏は次のように語っています。「私は 3D 印刷技術の専門家ではありません。主にこうした分解作業を通じて 3D 印刷技術に触れていますが、第一原理の観点から、信頼性、均一性、造形量など、LCD を UV の光変調器として使用することに関して多くの課題があることがわかります。」
「以下のテストプリントを実行するのに 1 時間ちょっとかかるのは、私のワークフローが追いつけないほど速いです。このスピードでは、3D モデルの準備とプリントのクリーニングと仕上げに費やす時間の合計が、プリントの実行にかかる時間よりも長くなります。そのため、私がエンジニアとオペレーターの両方を兼務している私のショップでは、追いつけないほど速いのです。」
アンドリュー・シェイン・ホアン、バニー:スタジオ
その後、Huang 氏は読者に Form 4 の開梱、セットアップ、外観上の特徴を説明してから、内部に踏み込みます。Huang 氏は、「Formlabs は、自社のプリンターを使用して出荷製品の部品を製造することで、実践しています」と述べています。これには、「プリンターに付属する六角レンチのセットは、気の利いた 3D プリント ホルダーに隠されています」とサービス プラグが含まれます。Huang 氏は、「LCD パネルで私が本当に気に入ったもう 1 つの小さなディテールは、HDMI ケーブル用の 3D プリントされた保持クリップです。これはおそらく、Formlabs 独自のSLS プリンターの 1 つでナイロンから作られたものだと思います」と付け加えています。
その後、分解が始まり、Huang 氏はプリンターの内部を詳しく調べ、LCD、光源アセンブリ、駆動エレクトロニクス、関連コンポーネントなど、内部のハードウェアを詳細に説明します。Huang 氏のレビューには、コンポーネントの動作を説明する詳細な写真と図が含まれています。Formlabs 以外の技術の詳細な説明を求めている人にとって、Huang 氏はその期待に応えてくれます。

Huang 氏は、「右側のボディ パネルを外すと、マザーボードが現れます。4 本のネジを外すとパネルが外れます。修理としては最高の経験です!」と述べています。(画像提供: Andrew Shane Huang)
黄氏は「LCD パネル自体は、側面のボディパネルと同じくらい簡単に修理できます。8 本のネジを外すだけで、簡単に取り外せます」と語っています。(画像提供: Andrew Shane Huang)
Huang 氏は最後に、注目すべきその他の機能について次のように語っています。「ケースの蓋の底にある新しいフォーム シールが気に入りました。[…] プリンターの動作中に臭いが少なくなったことに気付きました。私のような小さな都会のオフィスでは、樹脂の臭いは迷惑なので、この生活の質の向上はありがたいです。」
「私にとって、Form 4 の印刷時間が大幅に短縮され、樹脂の臭いが軽減されたことは、3D プリントを実行する際の障壁を大幅に軽減するのに役立ちました。Form 4 をもっと使いたいと思っています。」
アンドリュー・シェイン・ホアン、バニー:スタジオ
私たちの三ノ輪オフィスと東京大学様と一緒に運営している3DPATCでご覧いただけます。

ガラスやアクリルなどの透明素材は、消費者向け製品、工業用途、医療など、さまざまな用途に使用されています。しかし、透明部品の試作や少量生産は従来の方法ではコストがかかり、効率も悪いため、「透明部品を 造形できるのか」という疑問が生じます。
答えは、適切な技術と素材を使用すれば、可能です。
ステレオリソグラフィー (SLA) 3D プリントでは 透明な造形物を後処理によって透明にすることができます。Formlabs の最新の樹脂 3D プリンター Form 4 と大型の Form 3L は、剥離力を軽減する柔軟な樹脂タンクを使用することで透明度をさらに高め、滑らかな表面仕上げのより透明な部品を生み出します。
半透明および透明な 造形品を製造するための材料は複数あります。
このガイドでは、様々な用途向けに透明な3D プリント部品を作成するためのさまざまな仕上げ方法についてご説明します 。透明性を実現する簡単な手法から、光学的に透明な部品を作成するためのニッチなテクニックまで、さまざまな方法をご紹介します。
クリアで透明な 造形品は、透明試作品の造形、内部の空洞や詳細の表示、LED の収容、ウィンドウの作成、または透明な解剖モデルや医療機器のプリントに最適です。
Formlabをご使用のお客様は、Clear Resin を使用して、 カメラ用の完全に光学的に透明なレンズ、 タイムズ スクエアの フレネル レンズ インスタレーション用のタイル、ライト パイプ、プリズム、 ミリ流体デバイスなどを作成しました。

はい、ただし注意点があります。ポリメチルメタクリレート(PMMA)は一般にアクリルと呼ばれ、ガラスよりも耐久性のある代替品としてよく使用される透明な熱可塑性プラスチックです。熱溶解積層法(FDM)3Dプリンタで造形することは可能ですが、材料自体が有毒で歪みやすいため、あまりお勧めはできません。FDMプリンターの場合は解像度が低いため、3Dプリントされた部品は半透明になります。
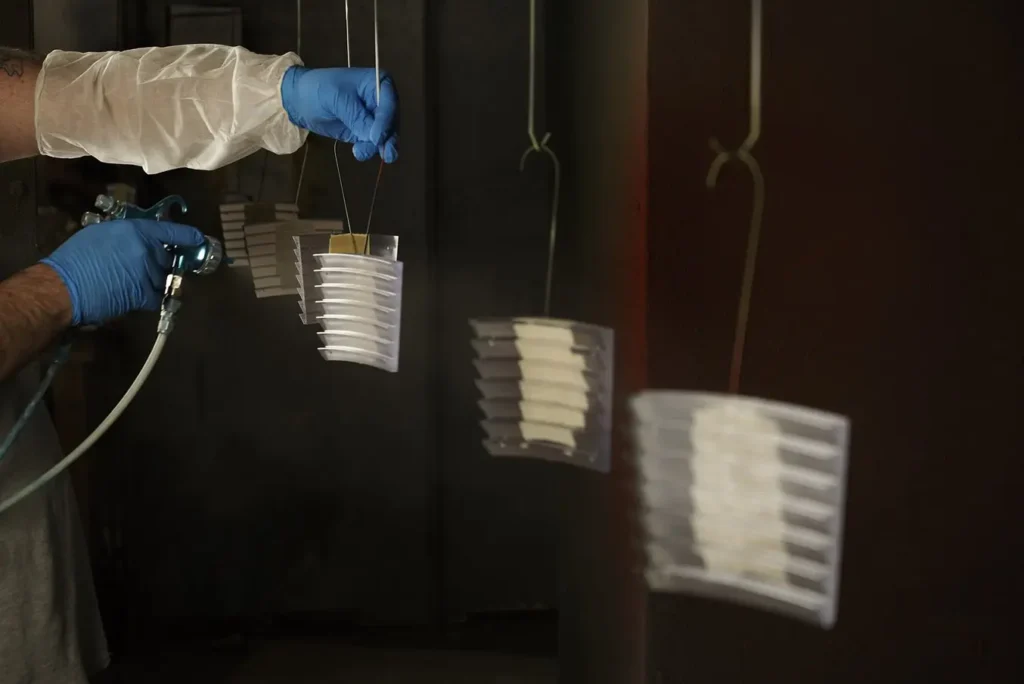
アクリルのような完全に透明な部品を 3D プリントする場合は、SLA 3D プリンターでクリアレジンを使用してプリントし、この記事で説明した方法のいずれかを使用して 3D プリントした部品を後処理して完全に透明にすることをお勧めします。アクリル スプレーの使用は、透明性を確保する方法の 1 つです。
クリア レジンで 3D プリントしたパーツの後処理には、いくつかの手法でテストしました。手作業によるサンディング、クリア コーティング、および樹脂の浸漬について説明します。
各仕上げオプションには、パーツに必要な透明度と表面仕上げの度合いに応じて、様々な技術が必要です。
用途: 手作業によるサンディングと研磨は、細部の少ない単純な形状には効果的ですが、複雑なモデルの仕上げにはあまり適していません。この方法では、完全な光学的透明性を実現するのは非常に困難です。
透明な部品を手作業で仕上げるには、非常に細かい粒子まで研磨する必要がありますが、少し努力すれば、拡大鏡のように透明になるまで研磨して磨くことができます。
ただし、手作業による仕上げですべての層状線を完全に除去するのは非常に困難です。部品を光に対して浅い角度で持つと、微細な傷が見える場合があります。
手順: さまざまな粒度のサンドペーパーを使用して表面を滑らかにし、アクリルクリーナーとマイクロファイバークロスで部品を磨きます。
3000 グリット付近では、透明な 3D プリント部品は光沢があり、手触りが非常に滑らかになります。12000 グリットでは、反射します。
400 から 12000 グリットまでの 200 刻みのサンドペーパーとマイクロメッシュ パッドを使用して、ゆっくりと慎重に部品をグリット レベル間でクリーニングし、前のレベルの傷を取り除いてから次のレベルに進みます。
当社のサポート サイトでは、 アクリル スプレーによる仕上げのオプションを含む、手作業によるサンディングの簡単な視覚的なステップ バイ ステップ ガイドを提供しています。
ヒント:半透明にするだけでよい場合は、ミネラル オイルを使用して均一な仕上がりを作り、分け目の明るい部分を隠します。

用途: スプレーコーティングは、ディテールをあまり損なうことなく、パーツの透明度を向上する簡単で迅速な方法です。この方法は、通常のサンディングや研磨では届きにくい複雑なディテールをコーティングできるため、あらゆる種類のモデルに効果的です。
クリアコーティングだけでも、層状の線を隠し、黄ばみや意図しない後硬化の原因となる紫外線暴露から部品を保護するのに役立ちます。滑らかでガラスのような表面仕上げをお求めの場合は、コーティングの前に手作業でサンディングと研磨技術を実行してください。クリアコーティングの前にサンディングを多く行うほど、透明度が高くなります。この追加ステップは、パッケージ、ボトル、マイクロ流体など、完全に透明なプラスチックのように見える後処理プロトタイプに最適です。
手順: 3D プリントのクリア コーティングには、安価なスプレーから専用の部屋とツールを必要とする製品まで、いくつかのオプションがあります。
スプレー塗装の場合は、イソプロピルアルコール (IPA) で洗浄済みの清潔で乾燥した部品から始めます。黄ばみの原因となるため、スプレーする前に部品を後硬化しないでください。部品を自然乾燥させます。完全に乾燥したら、ほこりのない環境で 2 ~ 3 回スプレー塗装します。
ヒント:有料ですが、自動車ボディショップでは、Lesonal Universal Clear などのスプレーを使用してコーティングをしてくれる場合があります。ほとんどの場合、これらのショップでは、塗装前に部品の表面を洗浄して準備するために、ナフサなどの軽い溶剤を使用します。
用途: この方法は、非常に透明な部品が必要な場合に最適で、レンズや部品の内部への窓など、平坦またはほぼ平坦な表面でのみ機能します。
樹脂ディッピングにより、非常に滑らかで、表面反射がクリアでシャープな部品が得られます。
この技術を使用すると、他の SLA 素材で印刷された部品の仕上がりをさらに滑らかにすることができますが、細部が損なわれる可能性があります。
手順: 必要に応じて、注射器から滴下するか、パーツを浸して、透明樹脂をパーツに塗布します。粘性のある樹脂がパーツの層や傷を埋め、完全に滑らかな表面を形成します。
樹脂の層は、層線をなくしながらも、できるだけ薄くする必要があります。気泡があれば注射器で取り除きます。 適切な設定を使用してパーツを完全に後硬化させてから、反対側でも浸漬と後硬化の両方のプロセスを繰り返します。
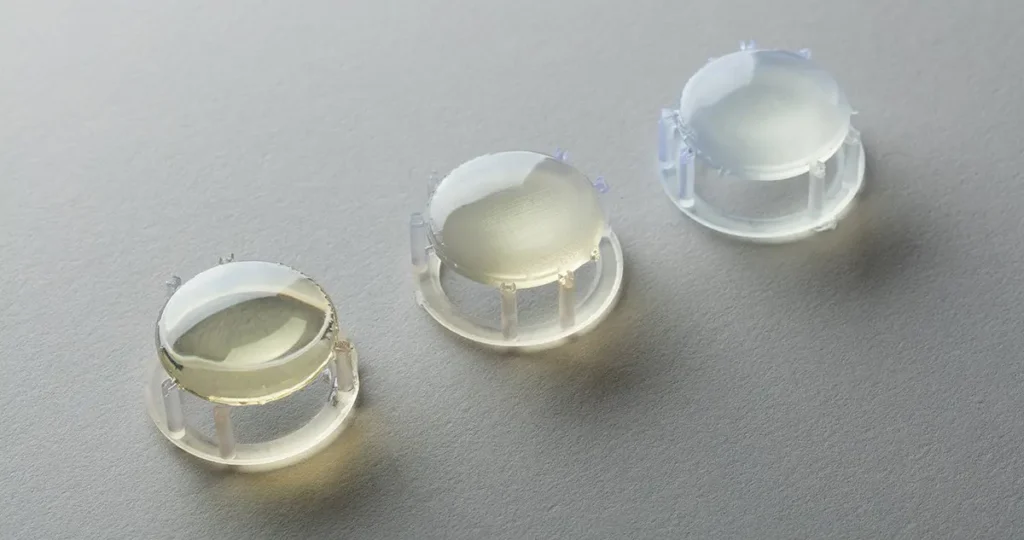
注:浸漬プロセスにより、レンズの焦点距離がわずかに変化します。3D プリントされたカメラ レンズ用に、Formlabs のアプリケーション エンジニアである Amos Dudley が レンズ テスト デバイスを設計し、プリントしました。

英国の自動車産業の中心地に位置するVital Auto は、自動車デザインに関する深い専門知識を持つ工業デザイン スタジオです。同社の著名な顧客には、ボルボ、日産、ロータス、マクラーレン、タタなど、大手自動車メーカーが多数含まれています。
「クライアントは通常、利用可能なテクノロジーで何ができるかという限界に挑戦するために当社に来ます」と、Vital のイノベーション & エクスペリエンス テクノロジー担当副社長 Shay Moradi 氏は語ります。メーカーは、自ら実験する時間がない場合、アイデア、初期のスケッチ、図面、または技術仕様を完全に実現された物理的な形に変えるというあらゆる課題を Vital Auto に頼ります。
Formlabs の急成長中の英国再販業者SolidPrint 3Dの顧客である Vital Auto が、多数のForm 3LおよびFuse 1+プリンターを含むさまざまな高度なツールを使用して反復作業を迅速に進め、忠実度の高いプロトタイプとコンセプトカーを作成する方法を学びます。
Vital Auto は、2015 年に 3 人の友人が集まって仕事を辞め、ガレージにショップをオープンすることを決めたことから設立されました。同社が最初に引き受けた契約の 1 つは、NIO EP9スーパーカー コンセプトでした。この契約により、チームはすぐに、極めてリアルで忠実度の高い車両プロトタイプの製作へと進み始めました。
クライアントのリクエストに応じて、チームは紙に描いたスケッチから、すでにデザインされた車両まで、さまざまなものから始めます。彼らは白紙から車両を開発し、すべてのメインフレーム、すべての外装および内装要素、開閉部、インタラクティブ要素を設計します。5 人から 30 人が 1 つのコンセプトに取り組むため、典型的なプロジェクトには 3 か月から 12 か月かかります。
この間、典型的なショーカーは最大 12 回のコア設計の反復を経、その中で、設計が顧客の期待を満たすまで、さらに小さなコンポーネントの反復が行われることがあります。
「私たちの業界では、製品を市場に出す前に仮想プロパティを製品評価の手段として検討するのは良いことです。しかし、物理的に製造されたオブジェクトにも常に場所があると思います。適切な重量、適切な比率のオブジェクトを手に持ったときの感覚や感触、そして物理的環境がその物理的オブジェクトに対する認識をどのように変えるかというダイナミクスに勝るものはありません」とモラディ氏は語りました。

「当社の顧客のほとんどは、新しいアイデア、革新的なアイデア、これまでにないアイデアを持って来ます。そのため、当社にとっての課題は毎日新しく、終わりがありません」と、積層造形を担当する設計エンジニアのアンソニー・バーニコットは述べています。「これらの課題は、この時間内にこの数の部品を製造する方法から、持続可能な製品を作る方法、特定の重量を達成しながら特定の性能を実現する部品を作る方法まで多岐にわたります。」
従来のショーカーは通常、粘土を粉砕して作られるだけですが、チームは 3 軸および 5 軸の CNC 粉砕、手作業による成形、手作業による粘土モデリング、GRP 複合材も使用しています。ただし、これらの従来のプロセスは、1 回限りのコンセプトに必要なカスタム パーツの製造には適していないことがよくあります。
「当社は最初から 3D プリントを使用しています。コストを削減するだけでなく、顧客にデザインやアイデアの多様性を提供するために、これを製造プロセスに導入したいと考えました」と Barnicott 氏は語ります。
現在、Barnicott は 14 台の大型 FDM プリンター、3 台の Formlabs 3L 大型 SLA プリンター、5 台の Fuse 1 SLS プリンターを含む 3D 印刷部門全体を運営しています。
「容量の面では、これらのプリンターはすべて、ほぼ初日から 24 時間 365 日、100% 稼働しています。当社は、コンセプトとデザインのあらゆる領域でこれらのプリンターを使用しています。通常、生産ベースのパーツには Fuse 1 を使用し、コンセプトベースのパーツには Form 3L を使用します」と Barnicott 氏は語ります。
「私たちは、A クラスの仕上げ面が必要なあらゆるものに Form 3L マシンを使用しています。つまり、自動車業界では、革やアルカンターラ、あるいは何らかの布地素材で装飾されていない部品がある内装が一般的です。Formlabs の素材は、塗装作業員が作業しやすいように、美しく滑らかな仕上げを実現し、これらの部品をプリンターから取り出してそのまま車両に使用できます」と Barnicott 氏は語ります。
「Form 3L マシンについて私が最も興味を持っているのは、その汎用性、5 分未満で材料を変更できる機能、そして柔らかく柔軟な材料から硬くて硬い材料まで変化する材料の多様性です。これは私たちにとって計り知れない価値があります」と Barnicott 氏は語ります。

チームは、さまざまな用途に複数の材料を使用した Form 3L を使用しています。たとえば、次のようになります。

「お客様から独自の製品を持ちかけられ、それを自社のデザインに組み込みたいという要望が寄せられるのは、当社にとってよくある課題です。かつて、あるお客様が、別の車両の独自のエアベントを自社の車内に組み込みたいとおっしゃったことがありました。当社は 3D スキャン技術を使用してこの部品をデジタルで再現し、外部スキンを作成しました。まずドラフトマテリアルでこれを作成して、デザインをテストし、お客様に検証してもらいました。そこから、ホワイトマテリアルに移行して、生産可能な部品を作成しました。」
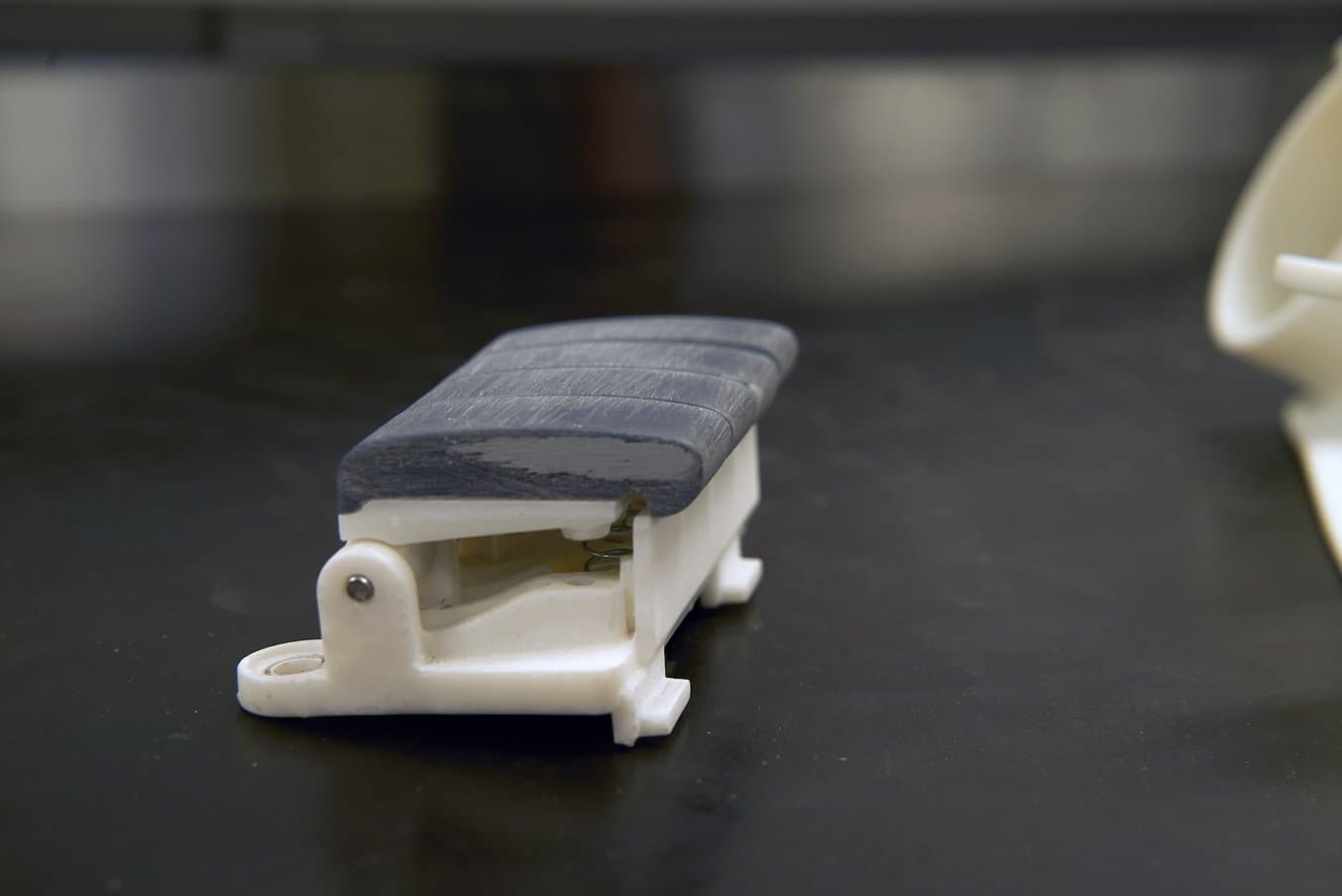
「小型スイッチパックのような非常に複雑な設計に取り組む場合、複数の材料を使用して、正しく機能するだけでなく、実際の環境で使用できる機械製品を実現できます。[これらのスイッチパックの場合]、上部表面にはTough 2000などのより硬い材料を、内部にはより軽量でコスト効率の高い材料を組み合わせました。」

「通常、自動車用途のドアシールは製造コストが非常に高くつきます。押し出し成形以外に製造方法はありません。そのため、金型コストが非常に高くなるだけでなく、リードタイムも長くなります。私たちは、Formlabs の最新素材の 1 つである Flexible 80Aを試すことができました。Form 3L を使用すると、このドアシールの一部を一晩で製造してさまざまな形状をテストすることができ、実際の設計から 50 ミクロン以内の精度で印刷できました。」
Form 3L を導入したことで、チームはほとんどの場合 24 時間以内に複数の部品のイテレーションを生産できるようになりました。最終的に 3 台の異なるマシンを購入し、3 種類の異なる材料を使用して、最大 3 種類の部品のイテレーションを同時に生産できるようになりました。その後、コスト削減分を顧客に還元したり、同じ価格で複数の設計オプションを提示してより高い価値を提供したりすることができます。
「積層造形法の利点の 1 つは、時間枠を短縮できることです。では、その解放された時間枠で何をするのでしょうか。私たちは、それを代替案を想像し、プロセスに反復ループを追加することで可能性の空間を広げるものと見ています」とモラディ氏は語ります。
「当社が製造する製品の多くは、Form 3L がなければ絶対に製造できません。7 軸 CNC 加工などの最先端の製造技術を使用すれば、こうした部品を製造することは可能ですが、それには多大なコストがかかります」と Barnicott 氏は語ります。
「Fuse 1 +は、当社が SLS 技術に初めて挑戦したものでした。当社は中小企業なので、この技術を現場で導入することは絶対にできないと思っていました。Fuse 1+ では、1 台だけではなく、実際に 5 台の機械を現場に設置しています。これらの機械により、構造機械部品を非常に迅速に製造できます。これは、テスト用だけでなく、ほとんどのコンセプトの実際のアプリケーション用にも使用できます。このプロセスは、通常、形状に応じて現場または現場外で CNC 加工によって行われ、部品が手元に届くまで 2 ~ 4 日待たなければなりませんでした。Fuse 1+ を使用すると、現場でこれらすべてをカバーでき、ほとんどの場合、24 時間以内に部品を入手できます」と Barnicott 氏は語ります。

チームは主に、ドアヒンジ、ドアハンドルインナー、ドア内部、構造アプリケーションなどの機械部品に Fuse 1+ を使用しています。これらの部品は、最小限の仕上げでプリンターから取り出してすぐに使用できます。チームが Fuse 1+ を使用した事例は、次のものがあります。
「自動車の内装部品の多くは、従来の射出成形法を使わずに製造するのは非常に難しい場合があります。内部の空気ダクトや通気口など、目に見えないのに製造に多額のコストがかかる部品です。当社ではこれらの部品の製造に Fuse 1 を使用しています。これにより、通常かかる多額のコストをかけずに、車両に搭載するデザインをより柔軟にすることができます。」

「時には、特定の部品に自社のブランドがどのように表示されるかを確認したいというお客様の要望に応えるために部品を製造することもあります。つまり、お客様のブランドを適用できるように、部品を迅速に製造する必要があります。ブレーキ キャリパーなどの部品の製造には Fuse 1 を使用し、キャリパーのさまざまな場所にさまざまな色でロゴを生成して、お客様に確認していただくことができます。」

「3D プリントにより、SLA と SLS の両方の素材を組み合わせて、特定のプロジェクトで設計の反復作業を進めることができるようになりました。これにより、両方のプロセスを組み合わせて、それぞれの特性を生かしながら複数の反復作業を迅速に作成し、最終設計を実現できます。機械部品から透明部品まで、あらゆるものを対象に、光学的品質と出力をチェックできます。」
積層造形が減算造形に取って代わるとよく言われますが、Vital Auto チームは、さまざまな技術を組み合わせてそれぞれの長所を生かすことにメリットがあると考えています。
「私たちは、2 つのプロセスを併用して、お互いをサポートし合っています。多くの部品では、まず減算製造法を使用し、その後、すべての細かい部分を付加製造法で製造します。これにより、多くのコンセプト モデルをよりコスト効率よく製造できます」と Barnicott 氏は語ります。
「過去 10 年間のテクノロジーと 3D プリンティングの進歩は驚異的です。私が最初に少量生産のニッチな車両を生産し始めた頃は、現在生産している製品のいくつかは、まったく入手不可能なものでした。そして、現在ではこれらの部品を生産できるだけでなく、非常にコスト効率よく、非常に迅速に生産することもできます」とバーニコット氏は語りました。
3D プリントは、チームがより優れた製品をより早く作成するのに役立つだけでなく、新しいビジネスを引き付けることにも役立ちます。多くの顧客が、最新のテクノロジーにアクセスしたい、最先端の材料を使用して部品を作りたいと考えているため、3D プリントを頼りにしていることが分かりました。
「もう新興技術として分類できないものがあります。3D プリントもその 1 つです。私たちが生産するすべてのものは、その上に重ねるすべての製造工程を経て、最終プレゼンテーション ステージで使用できるほどに進化しています。3D プリントは、ほとんど目新しいものから、私たちの仕事と完全に切り離せないものになりました」とモラディ氏は語ります。
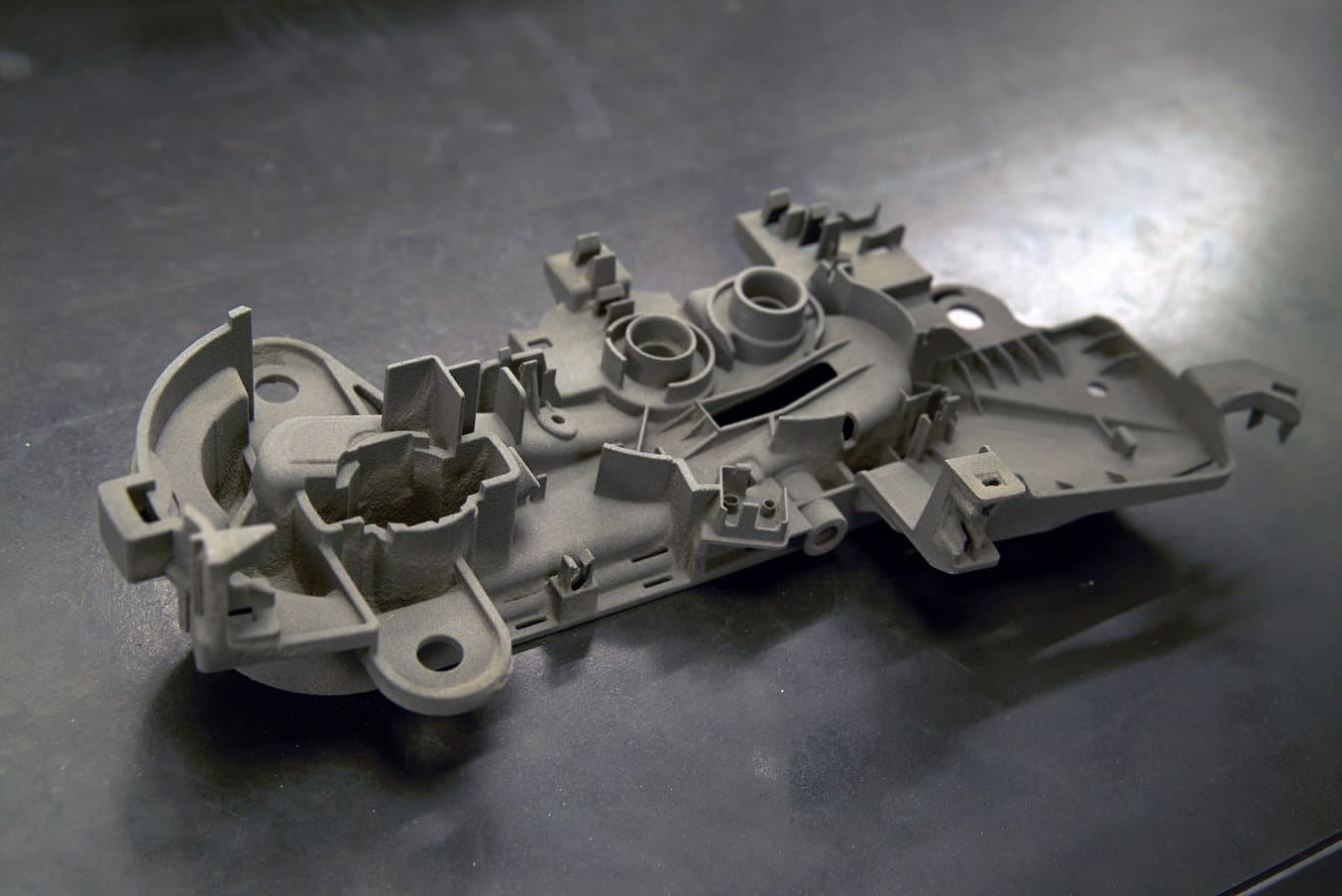
F1 レースカーとMarine One の共通点は何でしょうか? 高性能のドライブトレインとエンジン部品の多くは、オーストリア アルプスの静かな小さな町、カップフェンベルクで誕生しました。
Pankl Racing Systems は、レーシングカー、高性能車両、航空宇宙用途のエンジンおよびドライブトレイン部品の開発と製造を専門とする企業で、1,500 人以上の従業員を擁し、オーストリア、ドイツ、英国、米国、スロバキア、日本に世界各国の子会社を有しています。
Pankl が製造するすべての部品には、その部品専用に設計および製造された一連のカスタム治具、固定具、およびその他のツールが必要です。その結果、カスタム ツールが急増し、製造プロセスのコストと複雑さが大幅に増加します。
厳しい生産期限を満たすために、プロセス エンジニアの Christian Joebstl 氏と彼のチームは、ステレオリソグラフィー (SLA) 3D プリントを導入し、同社の 3,600 万ユーロをかけた最新鋭の製造施設の製造ラインで、カスタム治具やその他の少量部品を直接製造できるようにしました。
3D プリントは当初懐疑的な見方をされていましたが、さまざまなツールを機械加工する理想的な代替手段であることが判明し、Pankl の要求の厳しいエンジニアたちも驚きました。あるケースでは、治具のリードタイムが 90% 短縮され (2 ~ 3 週間から 1 日未満に)、コストが 80 ~ 90% 削減され、15 万ユーロの節約につながりました。
Joebstl 氏と彼のチームが 3D プリントベースの新しいプロセスをどのように実装したかについては、以下をお読みください。
驚いたことに、まったくそうではありませんでした。1年も経たないうちに、私たちは3Dプリンターをまったく持っていませんでした。同僚が、ショットピーニングマシンの衝撃から一部の領域を隠すためのカスタムカバーを依頼してきました。以前は、このような部品を外部のサプライヤーから購入していましたが、そのようなツール1つに約1,200ユーロの費用がかかりました。私は「別の方法があるはずだ」と考えていました。
学校で 3D プリントについてよく知っていたので、オンラインでレビューをいくつか読んでから探し始め、Form 2 3D プリンターを見つけました。同僚たちは今では 3D プリントの価値を理解していますが、最初は非常に懐疑的でした。彼らは 3D プリントはおもちゃのようなものだと考えていたのです。
私たちの業界では、良い機器は必然的に高価になるものと想定しています。当社の機械のほとんどは 10 万ユーロから始まり、それをはるかに超えます。同僚たちは Form 2 がわずか 3,900 ユーロほどであることを見て、「なぜおもちゃを買わなければならないのか」と私に尋ねました。
テストを行うために、カスタムサンプル部品を複数注文したところ、3D プリント部品は十分な性能であることがわかりました。穴と長さの許容差は ±0.1 mm の範囲内でした。償却計算のために材料費を調べたところ、ショットピーニング用の 3D プリントツールセットのコストはわずか 45 ユーロであることがわかりました。これを取締役会向けのプレゼンテーションにまとめ、新しいギア工場のキックオフミーティングに部品を持っていきました。最終的に取締役会は納得し、最初の Form 2 を購入することを決定し、すぐに 3 台にスケールアップしました。

Pankl は 2016 年に有名なオートバイメーカーのギアボックス アセンブリ全体の製造を委託され、新しい生産施設の設置を迅速に開始しました。これらのギアの製造は複雑なプロセスです。鍛造鋼部品は自動旋盤を使用して複数の段階の機械加工を経た後、熱処理と応力緩和が行われます。
自動旋盤での旋削の各段階では、ギアの種類ごとにカスタム治具が必要です。これらの部品の機械加工にはコストがかかり、製造プロセスに大幅な複雑さとリスクが加わります。
予想以上に多くの種類のギアを生産する必要があったため、スケジュールは厳しかったです。設計とツールの注文に取り掛かる頃には、すでに最初の受け入れロットの生産を開始することになっていたため、カスタム治具を設計して翌日に入手することはできませんでした。従来の機械加工サービス プロバイダーに外注していたら、生産を開始するまでにさらに 6 週間待たなければならなかったでしょう。そこで、Form 2 3D プリンターを使用して社内で部品を生産することにしました。

3D プリントでは、同じデザインをプリンターに送るだけで、翌朝までに完成品を準備できます。これにより、製造ラインでパーツをチェックし、必要な変更を加える時間ができます。また、設計プロセスが簡素化され、あらゆる形状の治具を製作できる設計の自由度がもたらされます。従来の CNC フライス加工や旋盤加工では、機械加工可能なパーツを設計する必要があるという制約があり、曲線、穴、面取りを追加するたびにプロセスが複雑になります。

1 台の Form 2 を使用すると、1 つの治具を 5 ~ 9.5 時間で印刷でき、3 台のマシンすべてを稼働させることで、1 週間以内に約 40 個の治具を製造できます。
機械加工された単純な治具のコストは約 40 ~ 50 ユーロですが、より複雑な部品になると最大 300 ユーロかかることもあります。3D プリントにより、これらの直接コストは 8.5 ~ 25 ユーロに削減され、設計、購入、保管にかかる間接費が大幅に削減されるため、全体的なコストが 90 パーセント以上削減されます。生産中に 1,000 個以上の治具を生産する必要があることを考慮すると、3D プリントにより、会社は 15 万ユーロ以上を節約できます。
旋盤の冷却媒体はプラスチック部品に非常に悪影響を与え、時間が経つと脆くなってしまうため、これまで多くの問題がありました。Tough Resinで 3D プリントした部品は当社の冷却媒体に対する耐性を示しており、これらの部品が耐えなければならない断続的な負荷に耐えるだけの強度があります。穴と長さの許容差は通常 ±0.1 mm 間隔内に収まっており、当社の治具の要件を満たしています。

当社では、すでに 300 個以上の 3D プリント治具を製造し、試作生産用に各ギアの部品を 200 個ずつ小ロットで製造しています。近いうちに、生産量を 1 バッチあたり 1,000 ~ 2,000 個に拡大し、施設の生産能力は年間 150 万個以上に増加する予定です。
試作、ショットピーニング、マスキング、さまざまな治具やツールの製造。たとえば、新しいコネクティングロッドの設計がある場合、部品の複雑な機能について検討するためにプロトタイプを 3D プリントします。部品を実際に見て、手に持つことができれば、作業がはるかに簡単になります。
かつて、顧客のためにカスタムのコネクティング ロッドを設計する必要がありました。顧客は、コネクティング ロッドがシリンダーの組み立て室に収まるかどうか、また回転中にチャンバーやシリンダー ヘッド自体に当たらないかどうかを確認したいと考えていました。
そこで、プロトタイプを 3D プリントして顧客に送りました。設計が機能することを顧客が確認すると、自信を持って生産を開始できました。別の方法としては、機械加工部品を製造する必要がありましたが、顧客にとってはコストが高く、8 週間の待ち時間が必要でした。
また、自動ハンドリング システムのグリッパー用の特別なアダプターも 3D プリントしました。グリッパーと部品の完璧なグリップを実現するには、部品のネガを取り、部品の形状に合わせてグリッパーのフィンガーを形成する必要があります。通常は、フライス加工または鋳造を行うことになりますが、これでは大幅にコストが高くなります。
最近、ショットピーニングマシンでフレキシブル樹脂を使用して、セルフクリーニングジグと他の部品間の摩擦を増やしました。金属部品間の摩擦が低すぎて、回転運動を伝達できませんでした。ツールに 3D プリントした弾性ブレーキを追加して摩擦を増やし、回転運動が下から上に伝達されるようにしました。これらの部品を外部ベンダーから入手するには数週間かかったでしょう。
私の目標の 1 つは、Pankl 内の他の部門からより多くの注文を獲得することです。当社の生産ラインでは 3D プリント部品で成功を収めており、3D プリントのメリットを享受できる用途は他にも無数にあります。他のエンジニアに当社が製造する部品や、それらを使用する用途を見せて、この技術が社内で利用できることを知らせたいと思っています。
このプロジェクトを始めたのは、他の同僚が私たちの新しいプロセスに興味を示したときでした。私は、3D プリント材料の機械的特性、外観、適切な使用例などの情報を配布しました。また、他の部門用にサンプル部品を印刷し、設計仕様と注文方法を説明しました。
Form 3と4で何が作れるか見てみましょう
さまざまな素材を調べて、ニーズに合ったものを見つけてください。
すでに航空宇宙部門とドライブトレイン部門向けの部品を印刷しています。彼らは設計図を送ってくれて、私たちは彼らのために部品を製造し、彼らは機械で使用できる完成部品を受け取ります。ただし、Pankl は大企業なので、このプロセスは時間がかかります。当初私たちの部門で経験したのと同じハードルを乗り越えなければなりませんし、他の多くの企業も 3D 印刷について同様の懸念を抱いていると思います。しかし、私たちが達成した結果を見ると、彼らもこの技術の価値を認めてくれると確信しています。
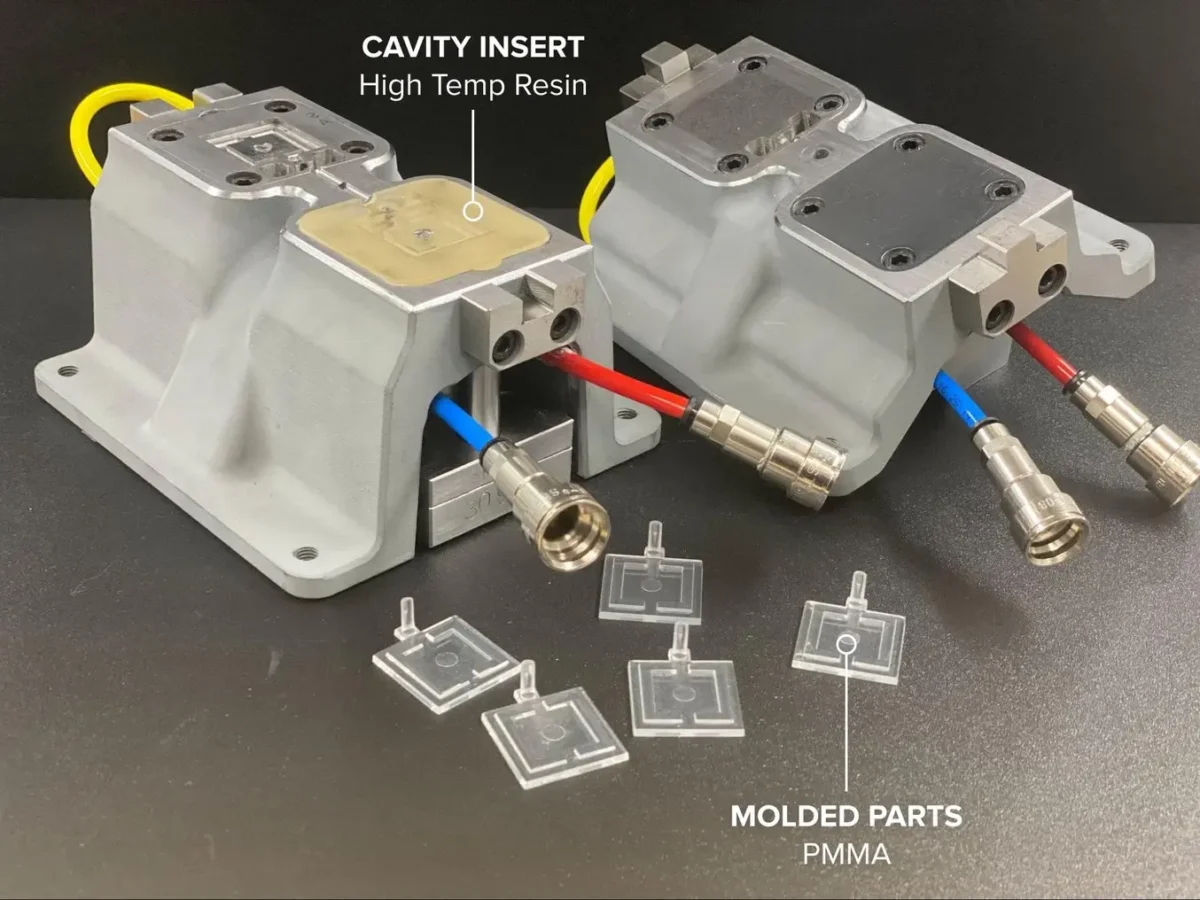
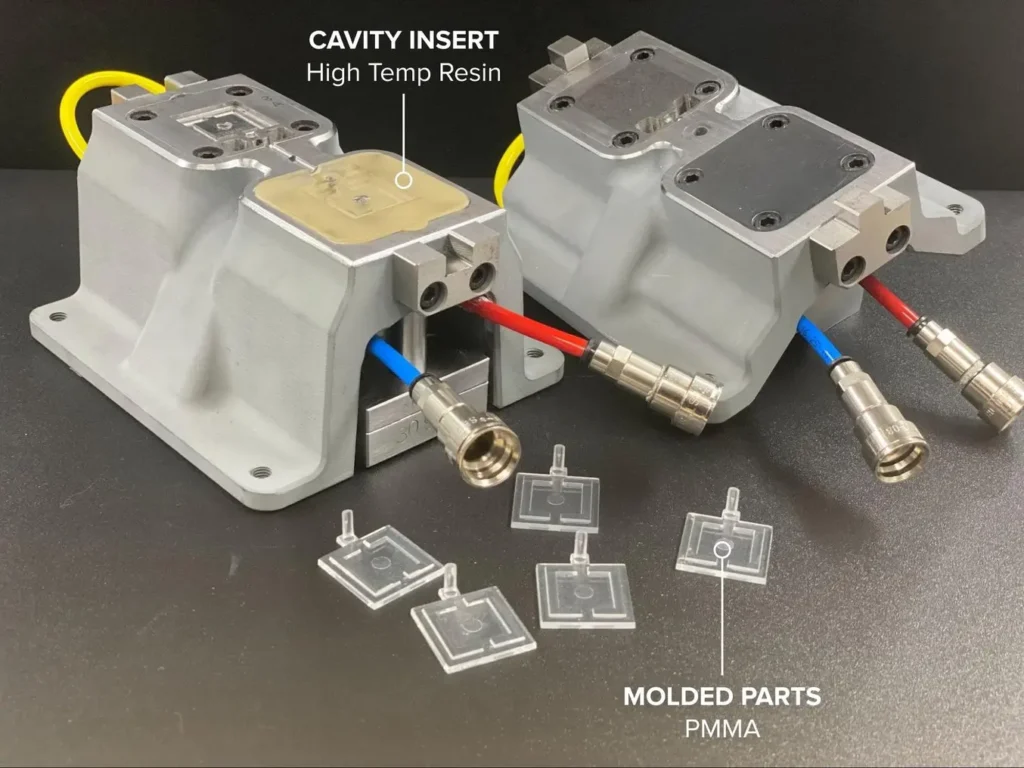
PMMA 自動車部品の射出成形セットアップ
スペインのビルバオ地域に拠点を置くIGESTEK は、プラスチックと複合材料を使用した自動車産業向けの軽量ソリューションの開発を専門とする大手企業です。
同社は、複合部品を製造するためのさまざまなハイブリッド加工技術を開発、統合しており、これをティア 1 自動車サプライヤーや OEM (相手先ブランド製造会社) が実装して、高級車やオートバイの部品を生産することができます。
IGESTEK のチームは、形状を検証する概念設計段階から機能プロトタイプを実現する詳細設計段階まで、製品開発プロセス全体で 3D プリントを使用しています。また、プラスチック射出成形用インサートや複合材の熱成形ツールなどのラピッド ツールの製造にも 3D プリントを使用しています。
IGESTEK がどのように開発速度を向上させ、コストを削減し、発生する可能性のある問題に迅速に対応できるかについて、以下をお読みください。
IGESTEK の最新の革新的プロジェクトの 1 つは、サスペンション ショック アブソーバー サポート (トップ マウント) です。これらのコンポーネントは、車両のローリングによって発生する振動を軽減して乗客の快適性を向上させることを目的とした自動車のサスペンション システムの一部です。
ショックアブソーバーのサポートは、Autodesk の Fusion 360ジェネレーティブ デザインソフトウェアを使用して開発され、限られた一連の要件に基づいて複数のソリューションが提供されました。
その後、チームは最も有望なデザインを社内のForm 3L 大型ステレオリソグラフィー (SLA) 3D プリンターで 3D プリントして形状を検証し、その大きな造形体積を活用して最大 3 つの異なる反復を同時にプリントしました。SLA 3D プリントにより、ジェネレーティブ デザインを通じて得られた複雑な形状を実現し、高価なツールに投資することなく、機能プロトタイプを使用して組み立てと運動学のプロセスを検証することが可能になりました。
研究開発プロセスの最終結果は、生成ジオメトリに基づく金属 3D プリントと軽量複合材料を組み合わせたマルチマテリアル アーキテクチャであり、市場の現在のソリューションよりも 40% 軽量なパッケージで最高のパフォーマンスを提供します。

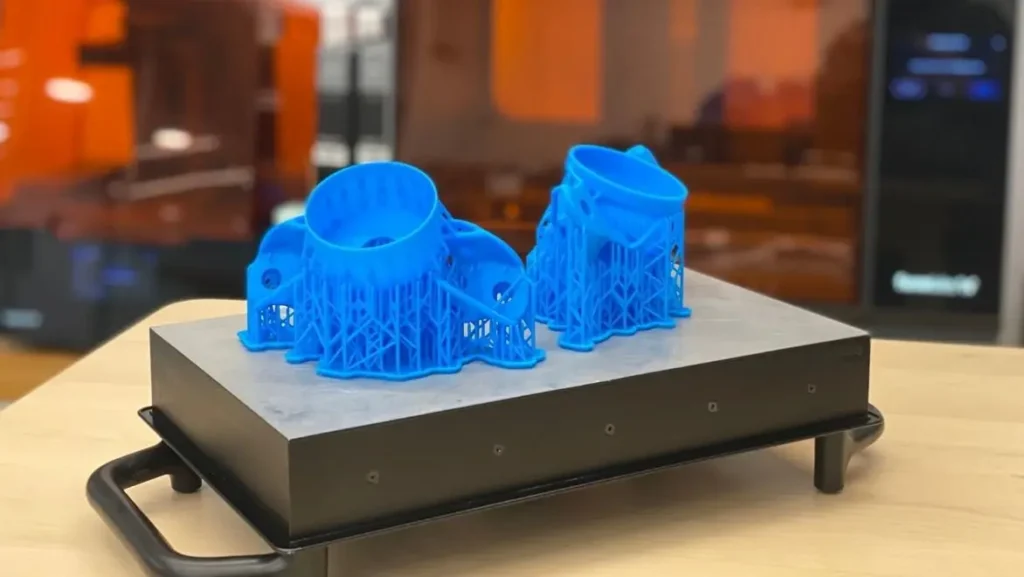
IGESTEK のチームは、プロトタイプ作成以外にも 3D プリントを使用して、熱成形カーボン プリプレグなどの複合部品を製造するための迅速なツールも作成しています。
「Rigid 10K や High Temp などの Formlabs 樹脂は、エンジニアリング用途に非常に便利です。当社では通常、複合圧縮熱成形技術を使用しています。プレス機で作業するには、ツールが硬くて耐熱性である必要があります。なぜなら、複合部品を成形するために圧力と高温 (通常は 180 度または 200 度) を使用するためです」と、IGESTEK のイノベーション マネージャーである Nerea Romero 氏は述べています。
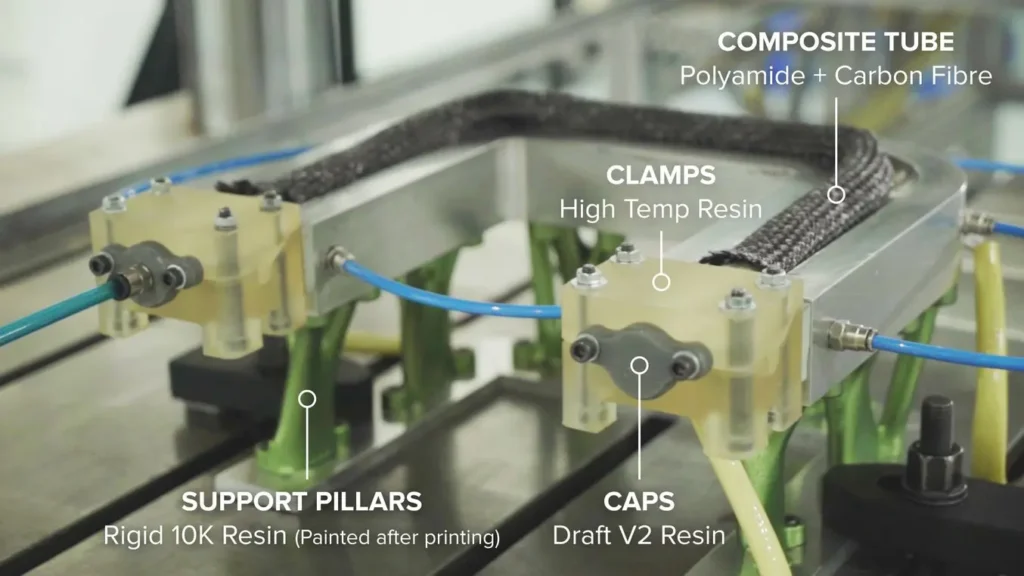
最近の例としては、チームが複合チューブの製造用に開発したツールがあります。チームは、高い剛性が求められるリグの支柱の製造にRigid 10K Resinを使用し、高温と空気圧に耐える必要のあるクランプの製造にHigh Temp Resin を使用し、ツールのエンド キャップを迅速に製造するためにDraft Resin を使用しました。
「[3D プリントがなかったら]金属で作らなければならず、当然、時間がかかり、コストも高くなります。3D プリントがあれば、研究しているものに対してすぐに答えが得られます。
うまくいかなければ、別のプロトタイプをプリントして改良すればいいのです」とロメロ氏は語った。
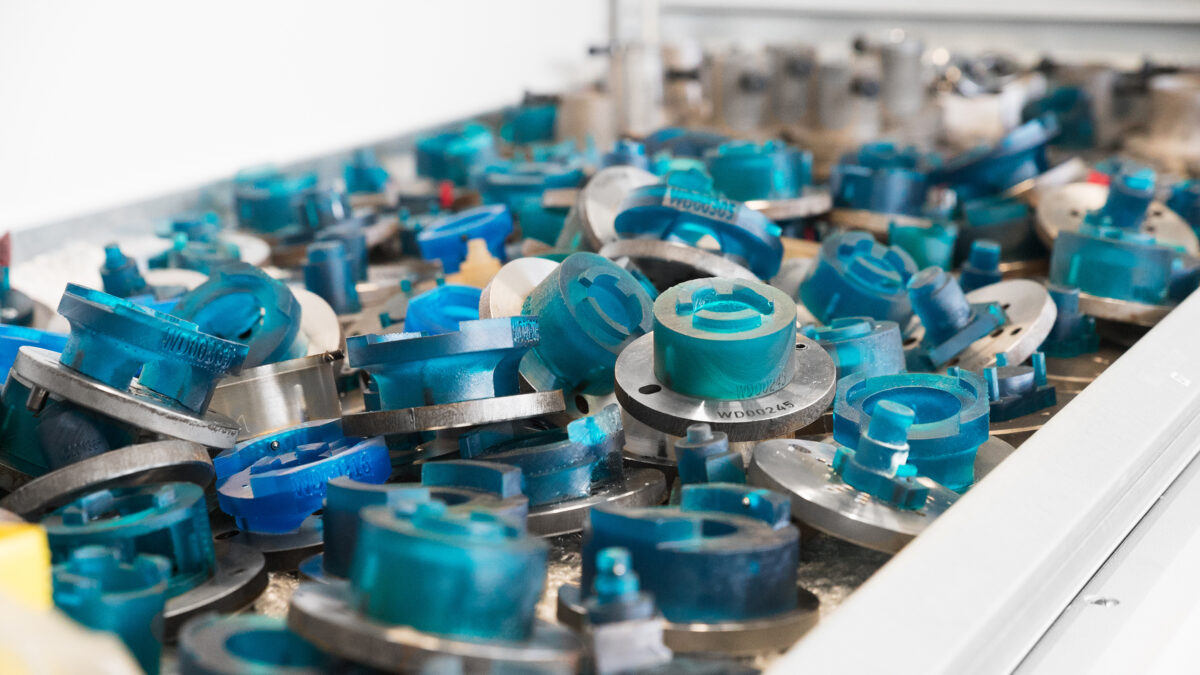
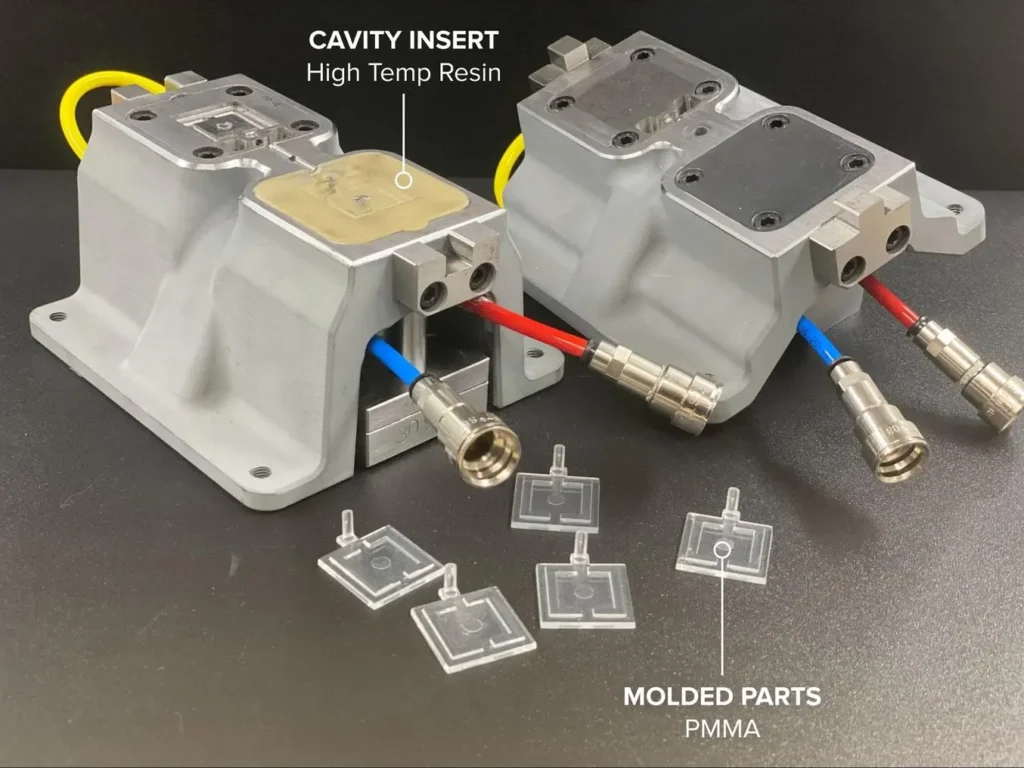
IGESTEK のチームは、3D プリントを使用して、プラスチック部品の射出成形用の金型インサートも作成しています。従来、これらのインサートはアルミニウムとスチールから機械加工されていましたが、単純な部品の場合は社内で、より複雑な金型の場合は外注していました。しかし、この方法では、特に 1 回限りの試作品や少量の試作品の場合は、コストが高く、リードタイムも長くなります。
最近の自動車の外装カバーの部品を製造するための射出成形インサートの例では、3D プリントにより、チームはコストとリードタイムを当初の 3 分の 1 以下に削減することができました。
| 射出成形インサート | 3Dプリント | 機械加工金属 |
|---|---|---|
| 料金 | 300ユーロ | 1000ユーロ |
| リードタイム | 10時間 | 30時間 |
金型には 2 つのキャビティがあります。1 つのキャビティは金属製のインサートで作られ、もう 1 つのキャビティはデザインのネガを含むカスタム 3D プリント インサートです。プロトタイプ作成の場合、これは理想的です。チームは 3D プリント インサートを簡単に変更し、さまざまな反復を迅速にテストできるからです。
「プロトタイプ段階では、他のコンポーネントと組み立てて全体の対称性をテストするいくつかのコンポーネントだけが必要です。20 または 50 個のコンポーネントがあれば、作業が機能していることを証明するのに十分です」とロメロ氏は言います。
3D プリントされたインサートで得られる成形部品の数は、主に成形材料、射出システム、成形のパラメータの 3 つの要素によって決まります。
「射出成形や複合材にどのような種類の材料を使用するかによって大きく異なります。たとえば、射出成形の場合、繊維で強化されたプラスチックを使用すると、従来の材料よりもはるかに的確になります。
そのため、[インサート] はより早く損傷します。おそらく 20 個の部品を入手できるでしょうが、さらに生産したい場合は、インサートを交換するだけで生産を継続できます」とロメロ氏は述べました。
IGESTEK のチームは革新を続けており、次のプロジェクトで 3D プリントの可能性の限界をどのように押し広げられるかについてすでに考えています。
同社の次のプロジェクトには、大規模な熱成形ツールの作成、Form 3L のビルドボリュームの活用、ツールに新しい機能をもたらすFlexible 80A ResinやElastic 50A Resinなどの他の材料の実験などが含まれています。


英国最大のテクノロジーサイト「TechRadar 」によって公開された Form 4レビューはなんと5つ星の最高評価を獲得しました!
一部お客様の声を抜粋します。
・透明、グレー、黒の 8 リットルの樹脂を何の問題もなく使用できました。頻繁に故障が発生する安価なプリンターとはまったく対照的。 ・市場で最も信頼性が高く、高品質で、汚れが少なく、美しい造形が行え、かつお手頃な3Dプリンタを探している人にとって、Form 4以外の選択肢はありません。
などいただいております。


今回は新商品Form 4の新材料4種と、その他の45種類の高機能材料を様々な3Dプリンタの経験が豊富な小林さんが材料をまるっとご紹介します。
少しだけ内容をご紹介します。
(Form4 を改めて知りたい方はこちらをご覧ください。)
標準の材料から高強度、ゴムライク、高耐熱、電気特性、耐薬品性まで幅広い材料でものづくりの可能性を広げたい方、新しくなったForm4をもっと知りたい方必見です!
参加お待ちしております!

【展示会リンク】
会場:東京ビッグサイト 東2ホール
住所:〒135-0063 東京都江東区有明3-11-1
電話番号: 03-5657-0765
最寄り駅
・りんかい線:国際展示場駅(下車 徒歩約7分)
・ゆりかもめ:東京ビッグサイト駅(下車 徒歩約3分)
アクセス
東展示棟 次世代3Dプリンタ展
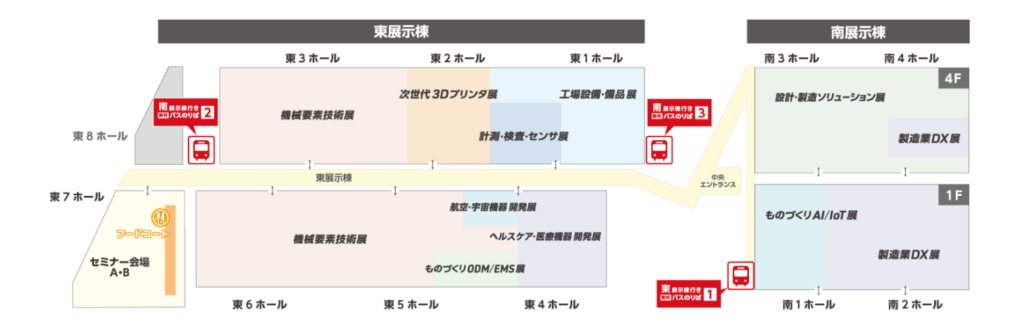
ブース E13-30
ブース案内図はこちらをクリック!
下記、実機を展示致します。
【出展プリンタ】
インダストリアル 3Dプリンター
・UltiMaker社 産業用の品質で更に造形精度とハイパーエンプラまで使用ができ、高い再現性を誇る「Factor 4」

・Formlabs社 美しい造形をより早く、様々な材料で造形出来る、産業用向け3Dプリンタ「Form 4」
・Formlabs社 オフィスを工場に変える「Fuse1+」

・Nexa3D社 並外れた再現度と高精度の産業用3Dプリント「XiPPro」

・Desktop Metal社 オフィスフレンドリーな金属プリンター「Studio System 2」

・ETEC社 世界最大の生産用 DLP 3D プリンタ「Xtreme 8K 」

【事前登録につきまして】
最新の3Dプリンタをご覧になりたい方、皆様のご来場を心よりお待ち申し上げております。
是非ご来場をお待ちしております。
お越しいただけるのをお待ちしております!
BruleはFormlabs社のプロフェッショナル向け光造形(SLA)方式3Dプリンタの最新モデル「Form 4」の販売を開始しました。
Form 4は、前モデルの「Form 3」シリーズに採用されていた同社独自の3Dプリントエンジン「LFS(Low Force Stereolithography/レーザーとミラーを独自に設計、融合させたシステム)」を見直し、一から設計した「LFD(Low Force Display)」により、速度、精度、信頼性、性能品質の大幅な向上を図っています。
Form 4の最大造形サイズは200×125×210mmで、積層ピッチは25~300μm、XY軸解像度は50μmとなります。積層ピッチ100μmの場合の平均造形速度が1時間当たり40mmで、積層ピッチ200μmで「Fast Modelレジン」(従来「Draftレジン」と呼ばれていたものに置き換わる後継材料)を用いると、1時間当たり100mmの最高速度での造形が可能です。プリンタ本体の外形寸法は398×367×554mmで、重量は18.3kgです。
造形には従来シリーズと同様に専用ソフトウェア「PreForm」を使用する(「Windows 7」以降、「macOS Sierra v10.12」以降のOSをサポート)。対応ファイル形式はSTL、OBJ、3MFとなります。
Form 4と「Form 3+」「Form 3L」の主な仕様をまとめました。
Form 4の最大造形サイズに関しては、Form 3+と比べて30%ほど拡大して横に置けるようになるため造形時間の短縮にもつなげられます。
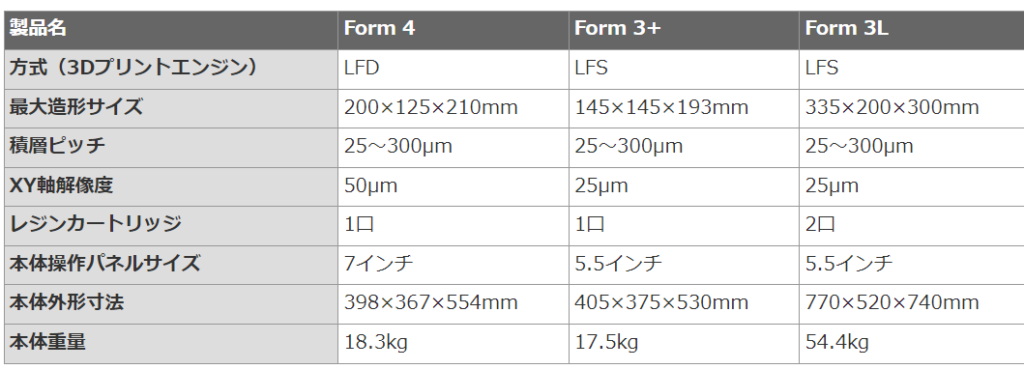
(Formlabs社サイトから引用:https://formlabs.com/jp/3d-printers/resin/tech-specs/)
Form 4の発表と併せて37種類以上の材料が利用可能となる他、Form 4専用の新材料として、より深みのあるグレーでマットな仕上がりとなる「GreyレジンV5」、従来よりも透明度が高まった「ClearレジンV5」、黒色の深みが増した「BlackレジンV5」、
黄色っぽさが軽減され鮮明な白を再現する「WhiteレジンV5」、スピード造形重視のFast Modelレジン(前述)、最高の造形精度と品質を追求した「Precision Modelレジン」の6種類が新たに販売します。
レジンカートリッジの形状も再設計されており、従来と同じ1リットル容量でありながらプラスチック使用量を63%削減し、容器底面の面積が小さくなったことで保管場所も半減できます。。Form 4本体とレジンカートリッジの認識も電子接点ではなく、RFID方式に変更されました。材料はレジンタンクが空の状態から2~8分程度で充填が完了します。
レジンタンクもForm 4専用に耐久性と使い勝手を向上させており、レジンタンクの交換頻度も平均的なユーザーであれば1~2年、レイヤー換算で7万5000レイヤー程度まで使用できます。
今回からレジンミキサーは独立となっており、寿命設定がなくなり物理的に壊れるまで使い続けられます。
Form 4が採用するLFDは高精度、高信頼性に加え、超高速造形を実現しており、Form 3と比較して、Form 4の造形スピードは全材料で平均3.5倍向上しており、ほぼ全ての造形を2時間以内(※注2)で完了でき、Form 3+で6時間54分かかっていたものが、Form 4だと2時間10分で造形が完了します。
※注2:80パーセンタイル高さ(53mm)のモデルを任意のレジンで積層ピッチ100μmで造形した場合の標準的な造形時間を指している。
下記、LFSの実現を支えているのが、Form 4に搭載されている技術です。
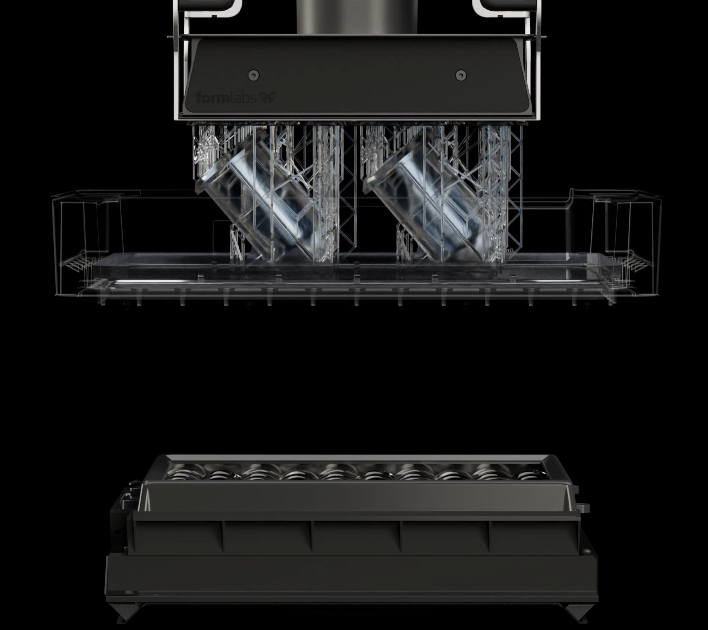
(1)バックライトユニット
バックライトユニットは60個ものLEDから照射される高出力光をバッフル板とレンズアレイを通すことで均一かつ並行な照射を実現し、高速造形、精度、品質を保証します。
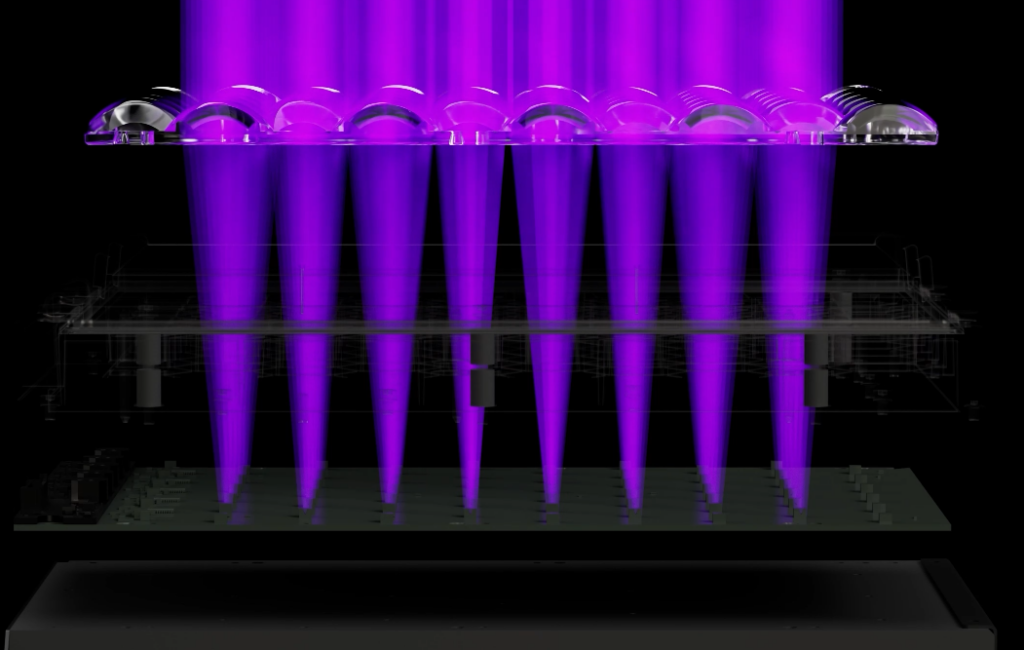
(2)ライトプロセシングユニット 4(LPU 4)
LPU 4がバックライトユニットから照射された光をピクセルサイズ50μmの高精細LCDに通してレイヤーの形状にマスクし、必要な部分にだけ光を届ける。LPU 4についても耐用期間が長く、材料により異なるがおよそ60万~150万層の造形まで耐えられる仕様となっています。
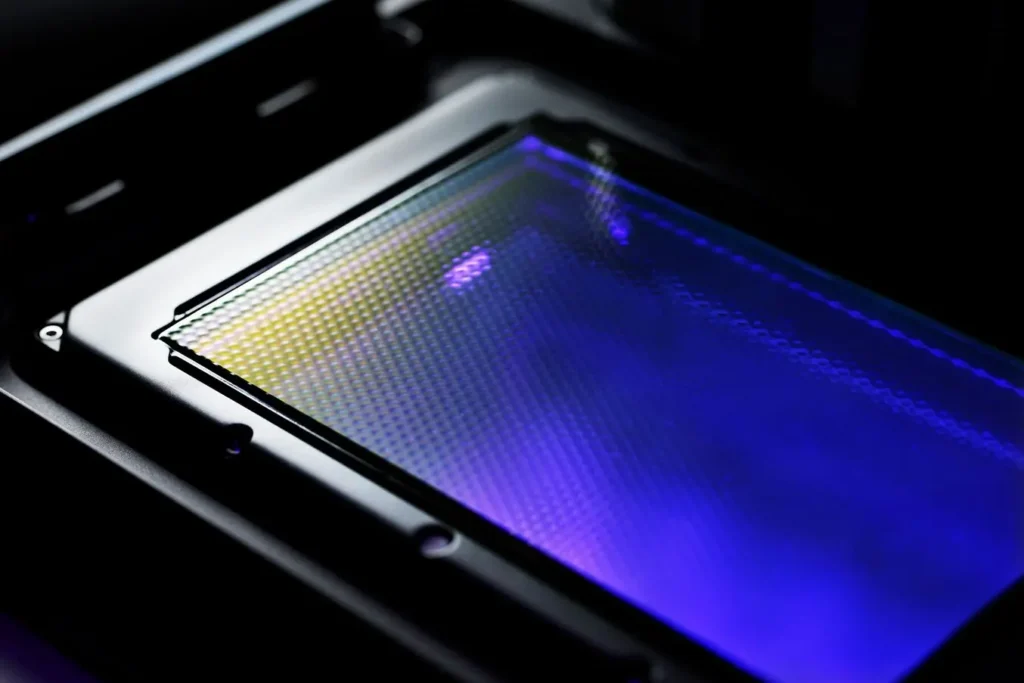
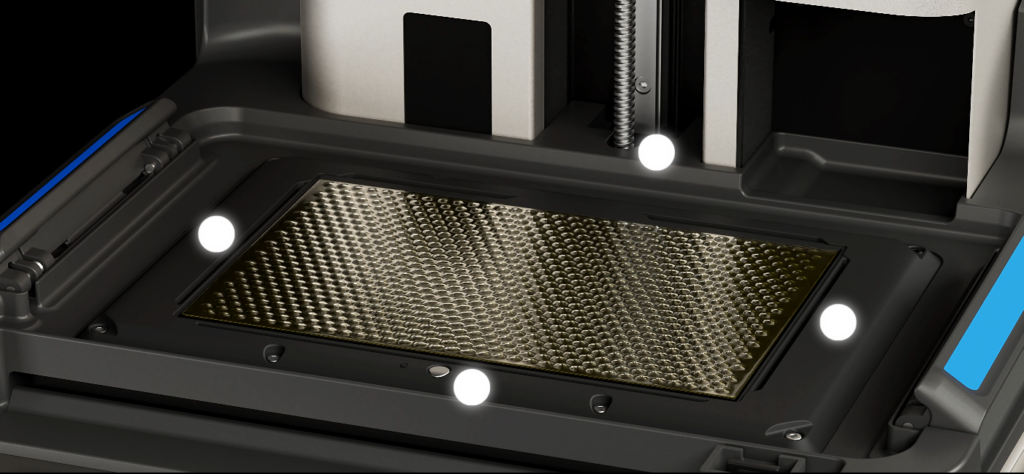
(3)リリーステクスチャ
LPU 4がバックライトユニットから照射された光をピクセルサイズ50μmの高精細LCDに通してレイヤーの形状にマスクし、必要な部分にだけ光を届ける。LPU 4についても耐用期間が長く、材料により異なるがおよそ60万~150万層の造形まで耐えられる仕様となっています。
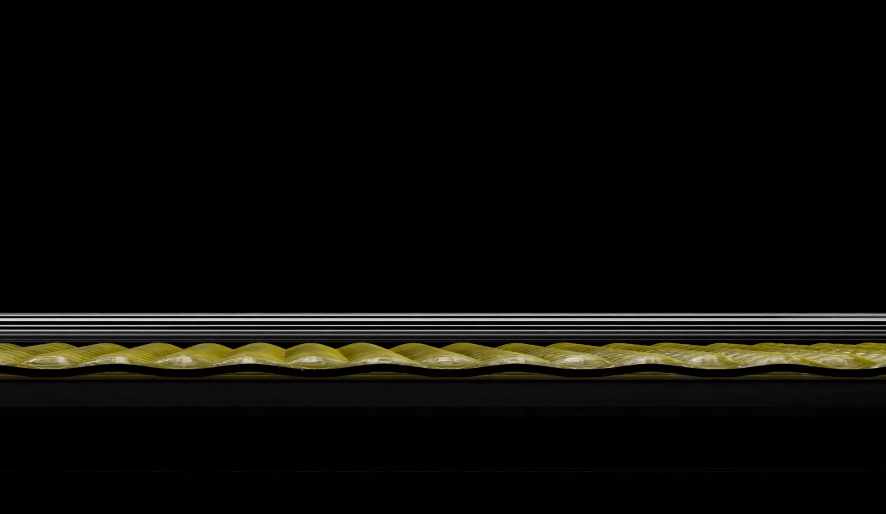
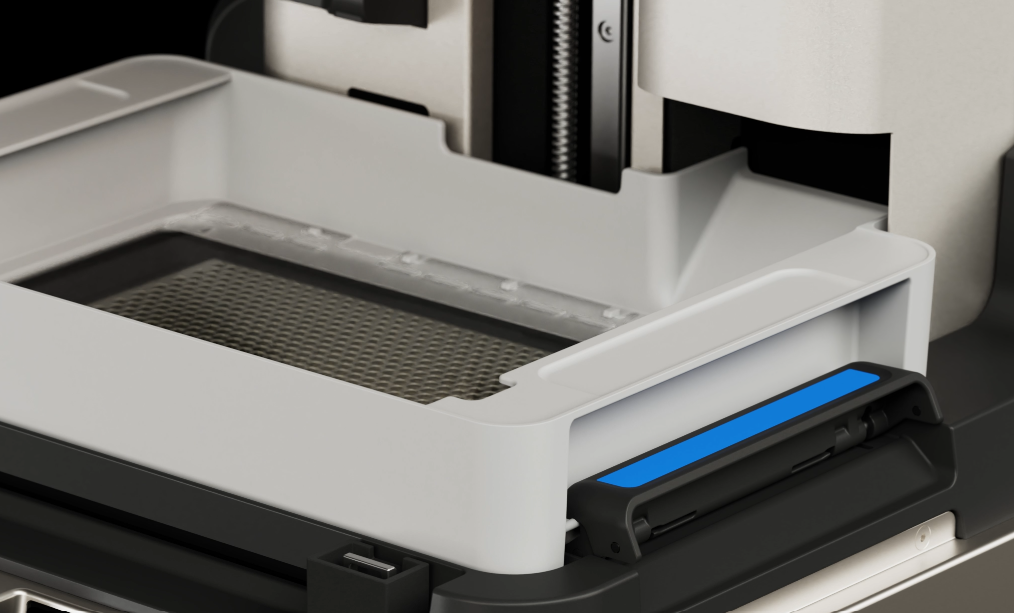
(4)フレキシブルフィルムレジンタンク
フレキシブルフィルムレジンタンクは、新たに積層されたレイヤーがタンク底部から剥離される際に、柔らかいフィルムがわずかに持ち上がり、たわむことでレイヤーの端から優しく引き剥がし、造形品にかかる剥離力を最小限に抑えられます。
(5)インテリジェント制御システム
インテリジェント制御システムは、造形中の様子などを確認できる庫内カメラ、レジンタンク内の容量を計測するレジンレベルセンサー、材料や形状などに応じて造形速度と品質のバランスを最適化する荷重センサー、造形中のレジンの温度を監視するレジン温度センサー、タンク内の残留物を検知して造形失敗のリスクを低減する残留物検出センサー、Form 4本体の水平を保ちタンク内のレジン量の計測と供給をアシストするレベリングセンサーの6つで構成されています。
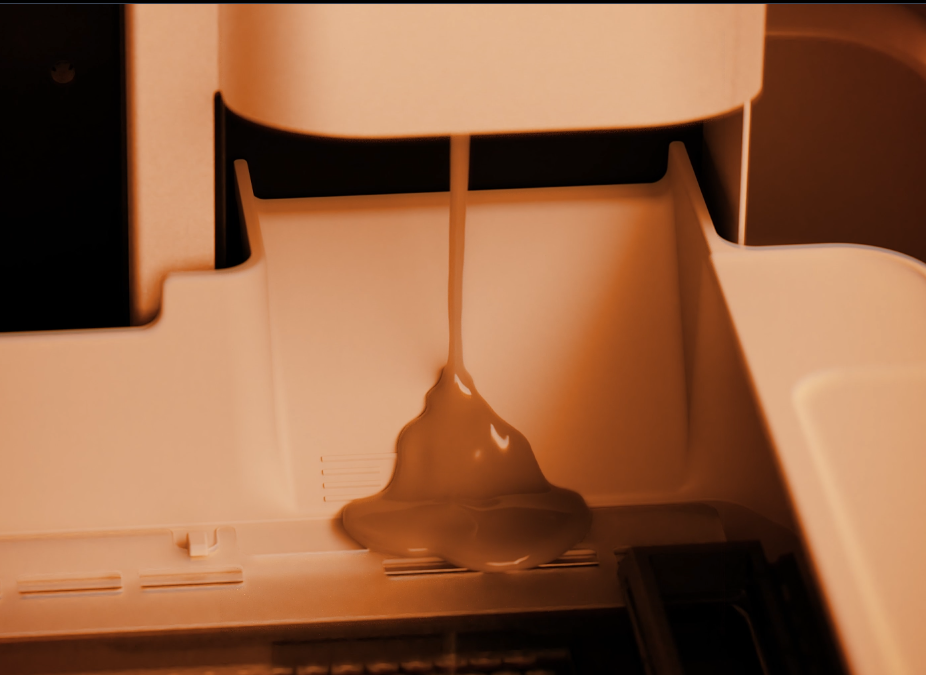
(6)レジン自動供給システム
レジン自動供給システムは、レジンタンク内のレジン量を計測し、容量が不足した際はレジンカートリッジのバルブを開放してレジンを自動供給。十分なレジン量になるまでこの動作を繰り返し、迅速かつ正確なレジンの供給を支援します。
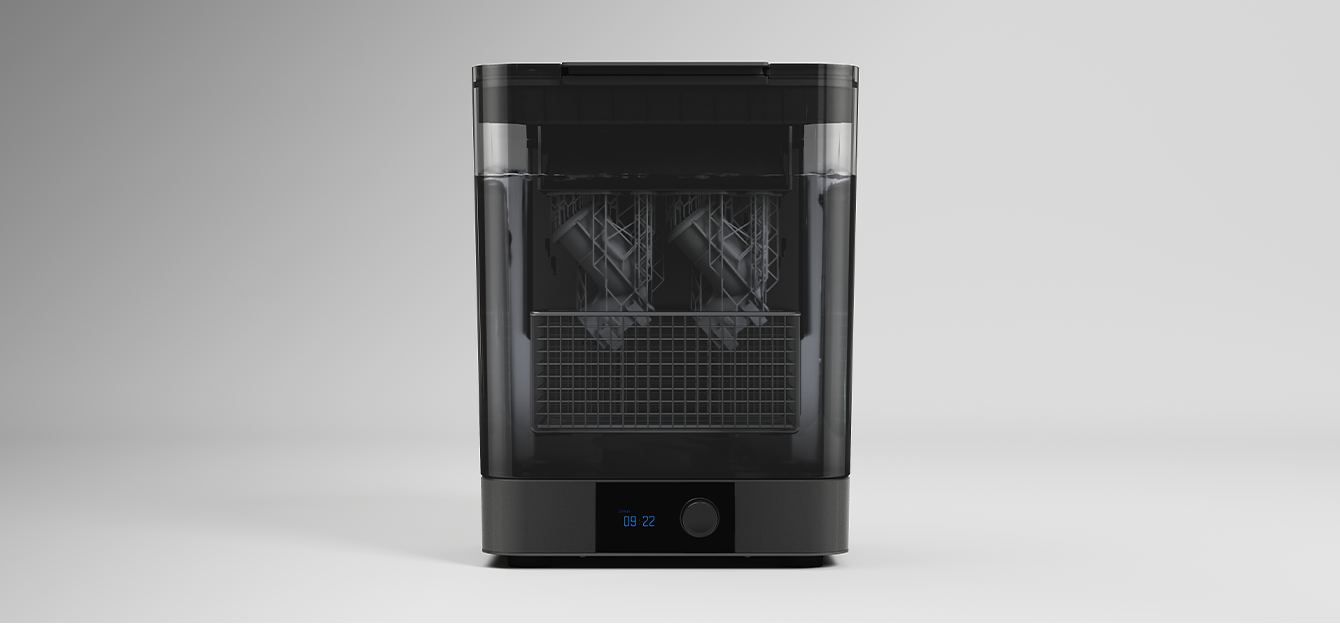
その他、Form 4のビルドプラットフォームのサイズにも対応する自動洗浄ツール「Form Wash(第2世代モデル)」も販売しました。
今回は4月22日(月)14時~16時にFormalabs様のオフィスをお借りして発表会を行います。
場所:東京都品川区北品川3丁目6−9




