①適切な環境で保管すること
フィラメントを最高の状態に保つには、次のように保管が重要です。
- 再封可能な袋に封入
- 直射日光を避ける
- 乾燥した涼しい場所
材料別に説明していくと、PLA、Tough PLA、PETG、PET CF、PPS CF、CPE、CPE+、PC、ナイロン、PP、TPU 95A、Breakaway の最適な保管温度は -20 °C ~ +30 °C です。
ABS は 15 °C ~ 25 °C、PVA は 10 °C ~ 30 °C で保管してください。さらに、PVA、ナイロン、TPU 95A には 50% 未満の相対湿度が推奨されます。これらの材料が高湿度にさらされると、材料の品質に影響が出る可能性があります。
フィラメントは、付属のシリカゲル乾燥剤を入れた再密封可能な袋に保管してください。また水分吸収を最小限に抑えるため、使用後はすぐに PVA を保管してください。
消費期限の推奨事項
最適な保管条件に従い、湿気に敏感な材料 (例: PVA、ナイロン、PLA、TPU 95A) の場合は最大 1 年間の保存期間、化学的に不活性な材料 (例: PP、PC) の場合は最大 2 年間の保存期間を推奨します。
保管状態が悪いフィラメントの特定
不適切に保管されたフィラメントは、ほこりを集め、湿気を吸収します。これにより、押し出しの問題や印刷品質の低下が発生します。さらに、湿気の吸収により、印刷中にポップ音が発生する場合があります。
PVA とナイロンは特に湿気に敏感で、他の素材よりも早く損傷を受けます。透明ナイロンは乳白色に見え、黒ナイロンは光沢が少なくなります。
湿気にさらされた PVA は柔らかくなり、しなやかになり、粘着性さえある場合があります。
UltiMaker PVA の造形で最も重要な要素は、フィラメントが乾燥していることです。箱から取り出したフィラメントは、水分レベルが十分に低く (<1%)、信頼性の高い高品質の印刷が可能な状態で印刷できます。水分含有量が 2% を超えると悪影響が見られ、水分含有量が 4% を超えると PVA は基本的にプリントできなくなります。
湿った PVA には次のような症状が現れる場合があります。
- 柔らかくて粘り気のある感触
- 印刷中に発生するしみや滲み
- 印刷中にパチパチ音がしたり、目詰まりを起こしやすい
PVA は周囲の空気にさらされると急速に水分を吸収します。室温 20°C、相対湿度 55% の環境でのテストでは、PVA の水分レベルは 4 週間で 1% から 3% に増加しました。
| 水分含有量1%未満 | 最高の印刷品質 |
| >2%のH2O | マイナスの影響が予想される |
| >4%のH2O | 使用しないでください。重大な悪影響があります |
Precisa水分計XM50を使用して測定した水分PVA の水分レベルをできるだけ低く保つには、次の点に注意してください。
- 印刷が終わったらプリンターの後ろに放置しないでください
- 使用後は乾燥剤と一緒に密閉袋に入れて保管することが望ましい。
- UltiMakerマテリアルステーションでは、PVAは印刷品質を低下させることなく最大2か月間保存できます。
吸湿したPVAを乾燥させる
PVA を乾燥させる最良の方法は、PrintDry などの正確な温度制御機能を備えた専用の乾燥装置 (オーブンまたはドライ ボックス) を使用することです。50 °C で 16 時間乾燥させます。フィラメントが非常に湿っている場合は、数日間乾燥させます。
別の方法としては、スプールを 55 °C の加熱ベッドに最低 24 時間置いておくことです。最適な結果を得るには、ビニール袋を使用せず、乾燥剤の袋を複数入れた元の段ボール箱を使用してください。
プリンターに材料をセットする前に、フィラメントが室温まで冷えていることを確認してください。
注意:家庭用オーブンは使用しないでください。また、55 °C を超える温度ではフィラメントが軟化または結晶化し、もろくなる可能性があります。
ヒント:フィラメントを乾燥させるこの手順は、UltiMaker ナイロン、TPU 95A、PC などの他の湿気に敏感な材料にも適用できます。乾燥の正確な時間は、材料の種類、フィラメント内の水分量、および乾燥する必要のあるフィラメントの量によって異なります。
PVAを乾燥剤と一緒に袋に入れて保管する
PVA を密封された袋や箱に保管する場合は、新しい乾燥剤 (シリカゲル) を数袋入れてください。これにより湿気が吸収され、PVA が乾燥状態を維持できるようになります。
PVA が乾燥しすぎると硬くなり、プリント中に問題が発生することもあります。
PLA の品質を確認するには、フィラメントを折ってみてください。PLA フィラメントが簡単に折れる場合は、使用するには脆すぎるため、交換する必要があります。
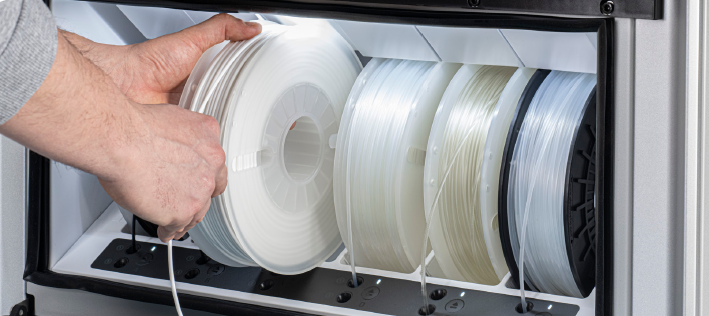
マテリアルステーションについて

UltiMaker S5 および S7 は、マテリアル ステーションと互換性があります。マテリアル ステーション内 (ドアが閉じている状態) では、フィラメントは自動的に推奨湿度に保たれますが、フィラメントを積極的に乾燥させることはありません。
信頼性の高い湿度制御の保管室により、装填されたスプールが最適な状態に保たれます。
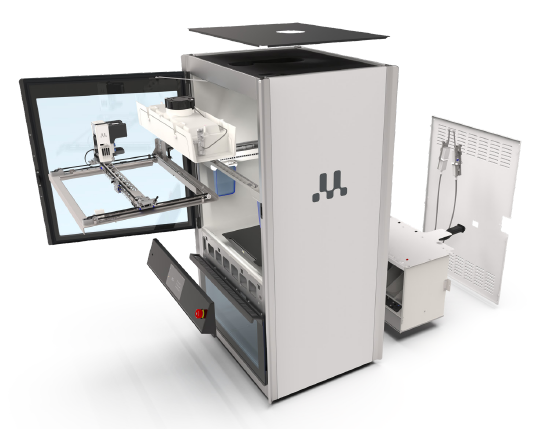
また新商品のFactor4には一体型で搭載されています。
では改めて、マテリアルステーションについてご説明します。
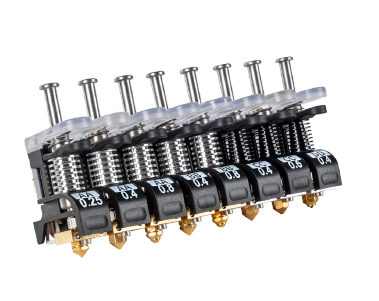
材料搭載
- 6 つのマテリアル ベイのいずれかにマテリアルのスプールをドロップします。複合材料も含め、すべてのマテリアルをすべてのベイに配置できます。
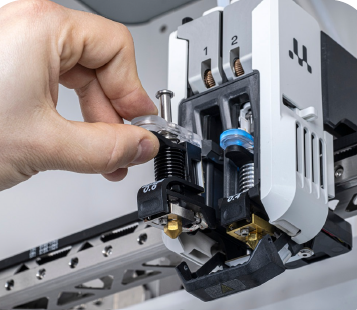
- 材料を入口ポート1 または 2 に導きます。これにより、印刷のために材料をどの押出機に送ることができるかが決まります。現在インストールされているプリント コアに関係なく、材料はどちらの押出機にもロードできます。
- プレフィーダーが材料を検知して掴みます。材料を軽く押し込むだけで十分です。
- マテリアル ステーションはスプール内のNFC タグを読み取ります。この自動検出は、UltiMaker および UltiMaker 認定マテリアルに対してのみ機能します。サードパーティのマテリアルは、リストから手動で選択できます。
- 材料はスタンバイ(プリロード) 位置に留まります。これは UltiMaker S5 または UltiMaker S7 のプロセスに干渉しないため、印刷中でもいつでも材料をロードできます。
フィラメントの積み込みの詳細については、こちらをご覧ください
操作
- 除湿器は、マテリアル ステーション チャンバー内の相対湿度を制御します。目標 RH は 25% ですが、マテリアルの最適な保管条件を確保するために、相対湿度は常に 40% 未満に保たれます。マテリアルをロードするとき以外は、ドアを閉じておくことが重要です。
- 除湿機はメンテナンスは不要です。湿度レベルに基づいて、再生が必要な時期を自動的に検出します。
- 除湿器が湿気で飽和状態になると、マテリアル ステーションは加熱サイクルを開始してシリカ ビーズを復元します。平均すると、これは 1 日に 1 回発生します。これはプロセスを中断せず、多少のノイズを除いて非常に目立ちます。
湿度コントロールの詳細については、こちらをご覧ください
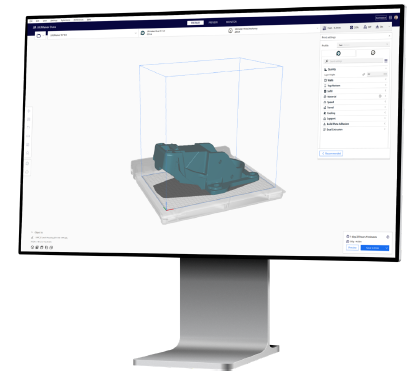
プリント
- UltiMaker Curaでマテリアル ステーションを個別に選択する必要はありません。マテリアル ステーションを備えたプリンターが UltiMaker Digital Factory 経由で接続されている場合、Cura は使用可能なすべての構成を自動的に検出して表示します。
- プリントを開始すると (Digital Factory 経由または USB 経由)、Pro Bundle は造形ファイルの設定から互換性のある構成を選択します。必要な材料やプリントコアが利用できない場合は、UI に設定変更要求が表示されます。それ以外の場合は、Pro Bundle は自動的に続行します。
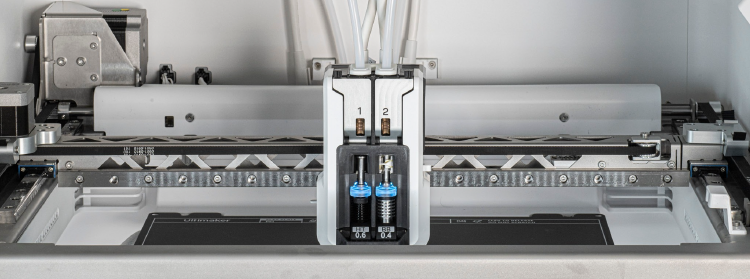
- プレフィーダーはシステムを通じて材料を送ります。これらは、インターフェイスのすぐ後ろの材料ステーションの前面にあります。
- マージャーは、 6 つの材料ベイのいずれかからフィラメントを適切な押出機に導きます。これらのガイダンス システムには、前面に 6 つのエントリ (ベイごと)、背面に 1 つのエントリ (押出機に向かって) があります。
- デカップラーは、 Ultimaker S5 にフィラメントがプリンターに近づいていることを知らせます。これらは、マテリアル ステーションの背面にある白い「ブロック」です。
- フィラメントはプリンターの フィーダーに入り、フィーダーが供給プロセスを引き継ぎます。
- プライミング手順では、ノズルを洗浄して印刷の準備を行います。これは、ノズル内に他の材料が残っていないこと、また、正しい押し出しに十分なノズル圧力があることを確認するために重要です。
マテリアルステーションのプリント詳細については、こちらをご覧ください。
フィラメント(材料)の端
- 造形中にフィラメントがなくなると、フィラメント終了プロセスが開始されます。これは、プレフィーダー(材料がスプールから外れた場合) またはデカップラー(材料がスプールに引っかかったままの場合)によって検出できます。
- デプライム手順により、フィラメントの先端が正しいことが保証されます。これは、先端に付いたフィラメントのストランドがシステム内で詰まるのを防ぐために重要です。
- 材料はフィーダーとプレフィーダーによって引き込まれ、巻き戻し機はスプールを回転させて材料をスプールに巻き戻します。
- マテリアル ステーションは、互換性のあるマテリアルが入った次のスプールを選択し、上記のようにロードして、印刷を続行します。この機能を活用するには、同じマテリアルの 2 番目のスプールが常にロードされていることを確認してください。互換性のあるマテリアルがない場合、新しいスプールがロードされるまで印刷は一時停止したままになります。
自動フィラメント切り替えの詳細については、こちらをご覧ください。
プリント終了
- プリントが終了したら、 デプライミング手順によりフィラメントの先端が正しいことを確認します。これは、先端に付いたフィラメントの糸がシステム内に詰まるのを防ぐために重要です。
- 材料は、一定時間、プリント ヘッドの上に留まります。ほとんどの材料の場合、これは 2 時間です。これにより、次の印刷ジョブで同じ材料が必要な場合に、印刷の準備時間を短縮できます。同じ材料を必要とする別の印刷が開始されると、プリンターはプライミング手順を実行するだけで済みます。
- パーキング タイマーが切れた場合、または次の印刷ジョブで異なる材料が必要になった場合、パーキングされた材料はマテリアル ステーションに巻き戻されます。
②材料を乾燥させること
2つ目のフィラメントが乾燥しているかどうかはフィラメントが押し出されるときに「ポン」という音が聞こえることもあります。
ただし、水分レベルが低い場合も、すぐには目に見えなくても、印刷された部品への影響は大きくなる可能性があります。
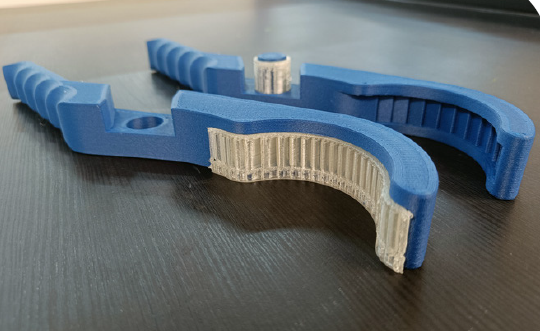
湿気の目に見える兆候は素材によって異なります。
- 乳白色、泡:ナイロン(透明)、PVA
- 糸引き/滲出: TPU95A、ナイロン、PVA、少量ながらPETG、CPE、PET CF
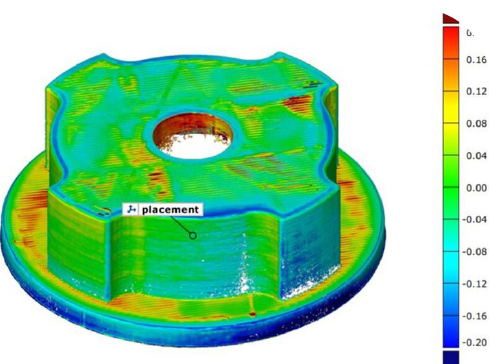
- ボイド/ブロブおよび寸法精度の問題: PET CFやPPS CFなどの複合材料
- 劣化、目詰まりの危険性:PVA、ナイロン、程度は低いがTPU95A
絶対的な確実性を得るには、Precisa 水分分析装置などの専用装置を使用して水分レベルを測定することができます。完全な手順については、こちらをご覧ください。
このような器具がない場合は、フィラメントが適切に乾燥していることを確認する最も簡単な方法は次のとおりです。
1.以下の手順に従ってフィラメントを乾燥させます。
2. 使用しないときは常に材料を適切に保管してください。
次善策:加熱ビルドプレートを使用する
専用の乾燥装置がない場合は、UltiMaker 3D プリンターのビルド プレート上でフィラメントを乾燥させることもできます。
当然、湿度は制御されないため、フィラメントを乾燥させるには通常、少し時間がかかり、より高い温度が必要になります。また、このプロセスは PrintDry などの場合よりも制御が不十分です。
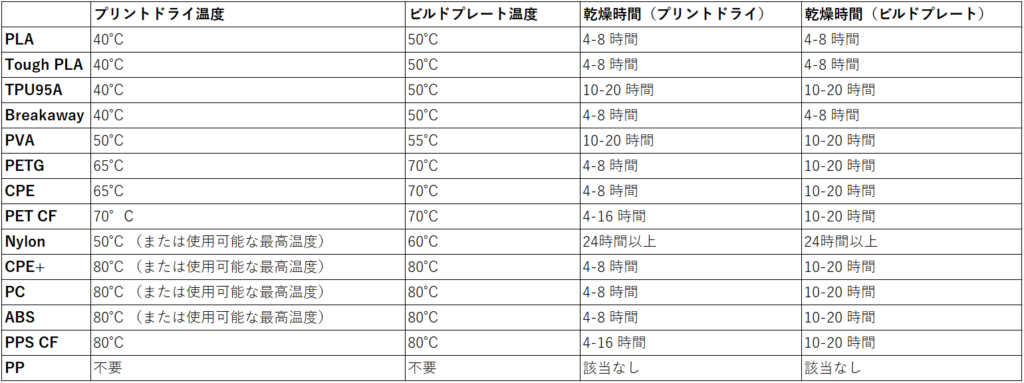
乾燥温度と時間
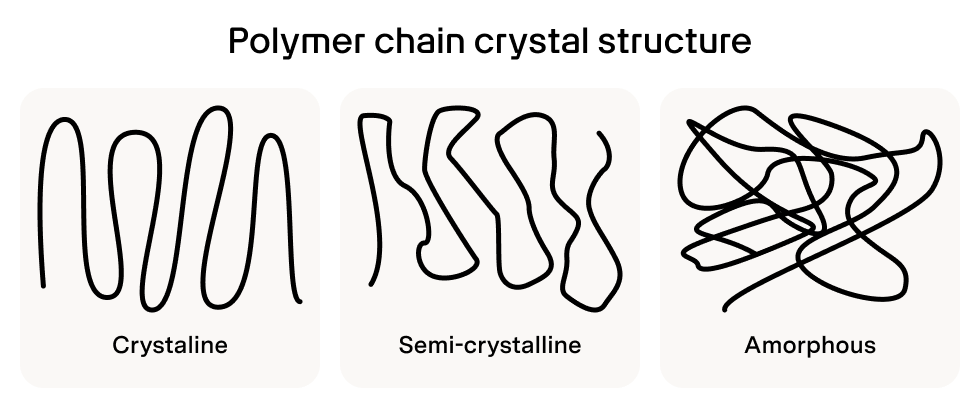
それぞれのポリマーの種類に最適な条件で材料を乾燥させることが重要です。経験則として、材料の結晶化や軟化を防ぐために、材料のガラス転移温度 (Tg) より低い温度で材料を乾燥させる必要があります。結晶化や軟化によりフィラメントがくっつくのを防ぐためです。また、UltiMaker 材料スプールは、約 80 °C で軟化するポリプロピレン コポリマーで作られています。スプール全体を乾燥させる場合は、この温度より低い温度に維持することが重要です。
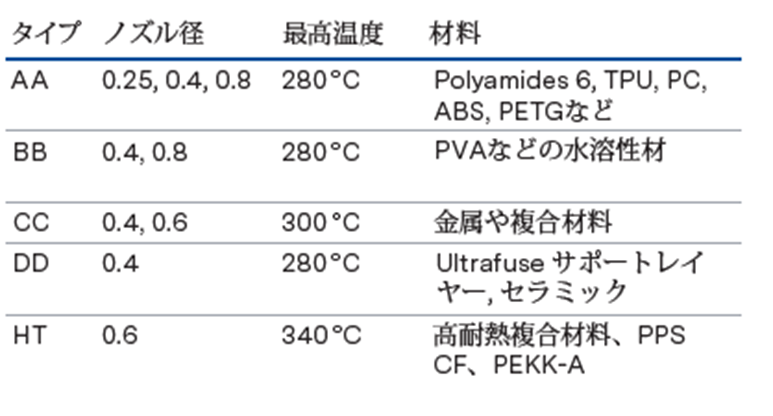
以下の表は、UltiMaker の各材料の推奨乾燥温度を示しています。
ほとんどのフィラメントの場合、スプールを 4 ~ 8 時間乾燥させれば十分です。水分を多く含むナイロン、PVA、TPU95A などの湿気に敏感なフィラメントは、一晩乾燥させる必要があります (濡れたナイロンの場合は 10 ~ 20 時間、場合によっては数日間)。ビルド プレート上で乾燥させる場合、高温を必要とするフィラメントの場合は、10 ~ 20 時間乾燥させることが推奨されます。
フィラメントを乾燥した状態に保つ
フィラメントを適切に乾燥させた後、乾燥した状態を保つように保管する方法はいくつかあります。
最後に
材料は適切に管理することにより、UltiMakerの特性が最大限にひきだされます。
日本は湿度が高く、材料の管理がとても重要ですので是非参考にしてください。