動画で見る開梱とセットアップ方法
UltiMaker S5 unboxing – set up and start 3D printing
Brule UltiMaker S3セットアップ
Brule UltiMaker S5 Pro Bundleセットアップ
UltiMaker S3およびS5は、3Dプリンターを保護するために特別にデザインされた再利用可能で耐久性のある箱に入っています。この箱は、保証サービスが必要な場合にマシンを送る際に必要になりますし、場所を変える際にマシンの安全性を確保することができますので、必ず箱類は保存しておいてください。
Ultimaker S3 / S5の開梱手順
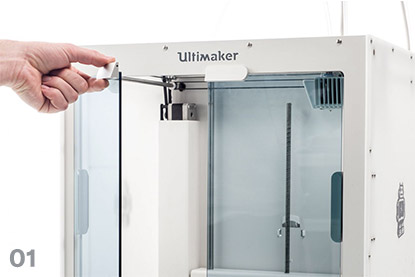
- 01箱を地面に置きます。
- 02箱下部にあるプラスチック製のロッククリップを外します。
- 03取手を持って箱の上段を持ち上げると、プリンターが現れます。
- 04上部の発砲スチロール部分を持ち上げてプリンターから外し、プリントヘッドのケーブルを外します。
- 05プリンター上部にあるマテリアル(材料素材)の入った段ボールを取ります。
- 06プリンターを平らな場所に置きます。
- 07ガラスドア下部にある中央のシールを片側にスライドさせ、残りのシールをすべて取り除きます。
- 08ガラスドアを慎重に開け、プリンター内部からアクセサリーボックスと緩衝材を取り出します。
- 09タッチスクリーンからプラスチック保護材を取り外します。




プリンターの付属品

アクセサリ
- ビルドプレート
- スプールホルダー
- 電源ケーブル
- イーサネットケーブル
- USBメモリ
- プリンコアAA 0.4 mm
- プリンコアBB 0.4 mm
- XYキャリブレーションシート
- キャリブレーションカード
- ノズルカバー (3個)
消耗品
- Tough PLA黒 (750 g)
- PVA 透明 (750 g)
- 接着のり
- 潤滑油
- グリース
工具
- 六角レンチ 2mm
プリンターの各コンポーネント名称
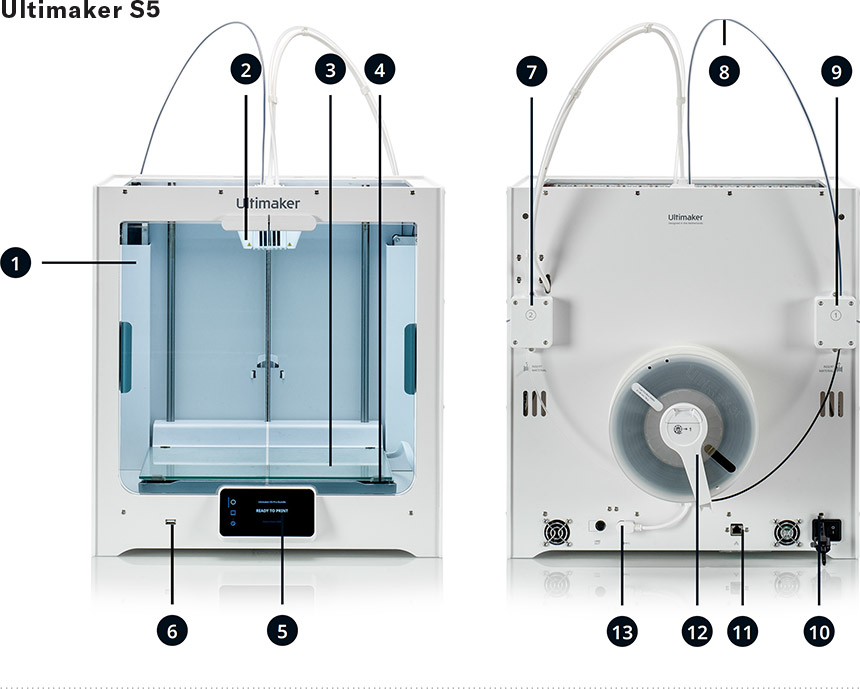
UltiMaker S5の各コンポーネント名称についてご理解ください。これらの用語は本ページの中で頻繁に使用されます。
UltiMaker S3の各コンポーネント名称についてご理解ください。これらの用語は本ページの中で頻繁に使用されます。
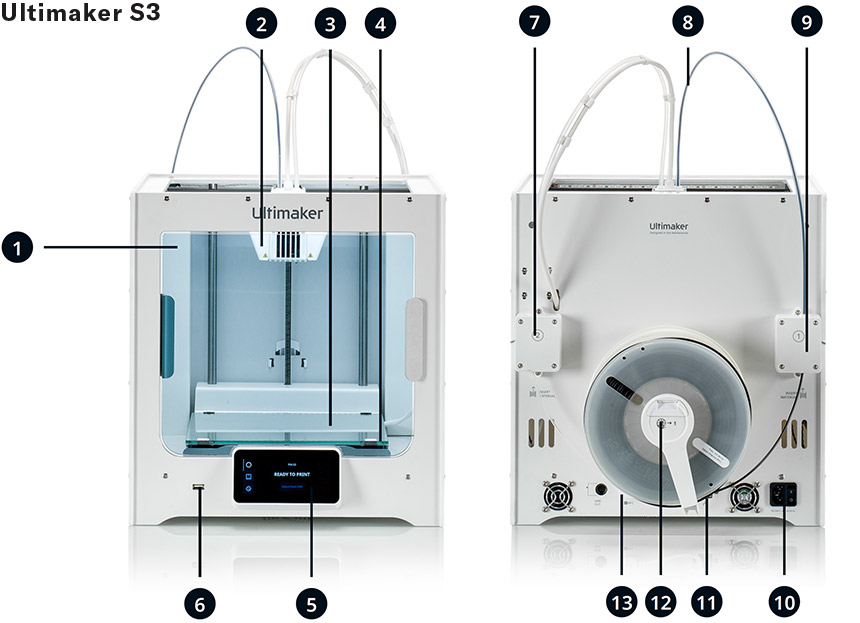
- 1. ガラスドア
- 2. プリントヘッド
- 3. ビルドプレート
- 4. ビルドプレートクランプ
- 5. タッチスクリーン
- 6. USBポート
- 7. フィーダー2
- 8. ボーデンチューブ
- 9. フィーダー1
- 10. 電源ソケットとスイッチ
- 11. イーサーネットケーブル
- 12. NFC機能付きスプールホルダー
- 13. NFCソケット
ハードウェアのセットアップ方法
ボーデンチューブの取り付け(UltiMaker S5のみ)
- 01プリントヘッドからCクリップを外します。

- 02ボーデンチューブを挿入します。ボーデンチューブは、プリントヘッドとフィーダーの対応する番号に接続されています。

- 03ボーデンチューブをCクリップで固定します。
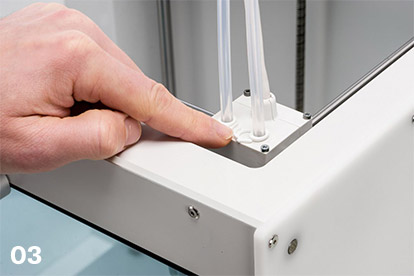
- 04プリントヘッドケーブルクリップをボーデンチューブ2に取り付けます。

NFCスプールホルダーの取り付けと接続
- 01スプールホルダーをバックパネルに差し込み、カチッと音がするまで押す
- 02スプールホルダーから出ているケーブルを、バックパネルのケーブルクリップに固定
- 03ケーブルをプリンター背面のNFCソケットに接続


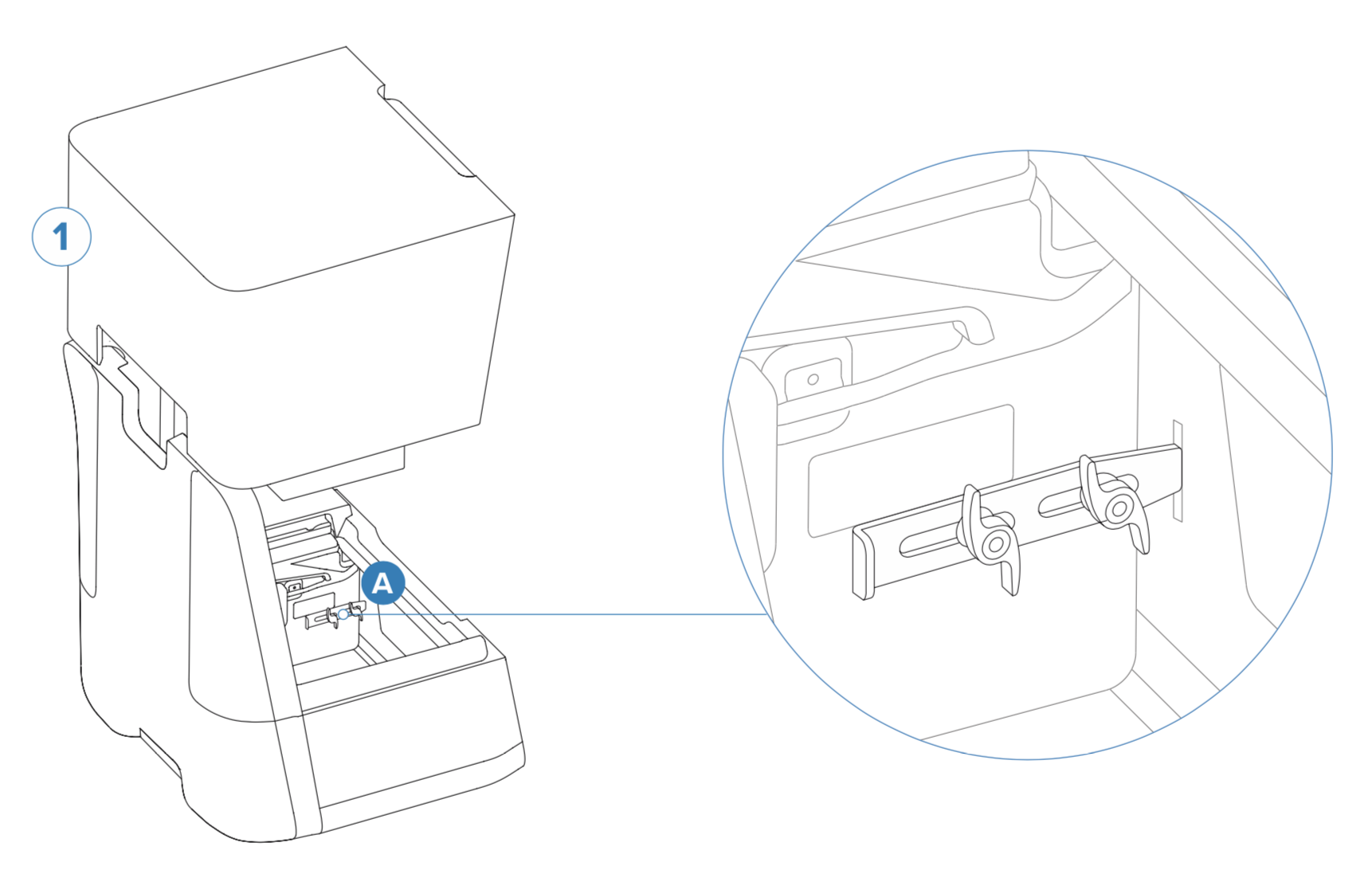
ガラスビルドプレートの取り付け
- 01ガラスドアを開ける
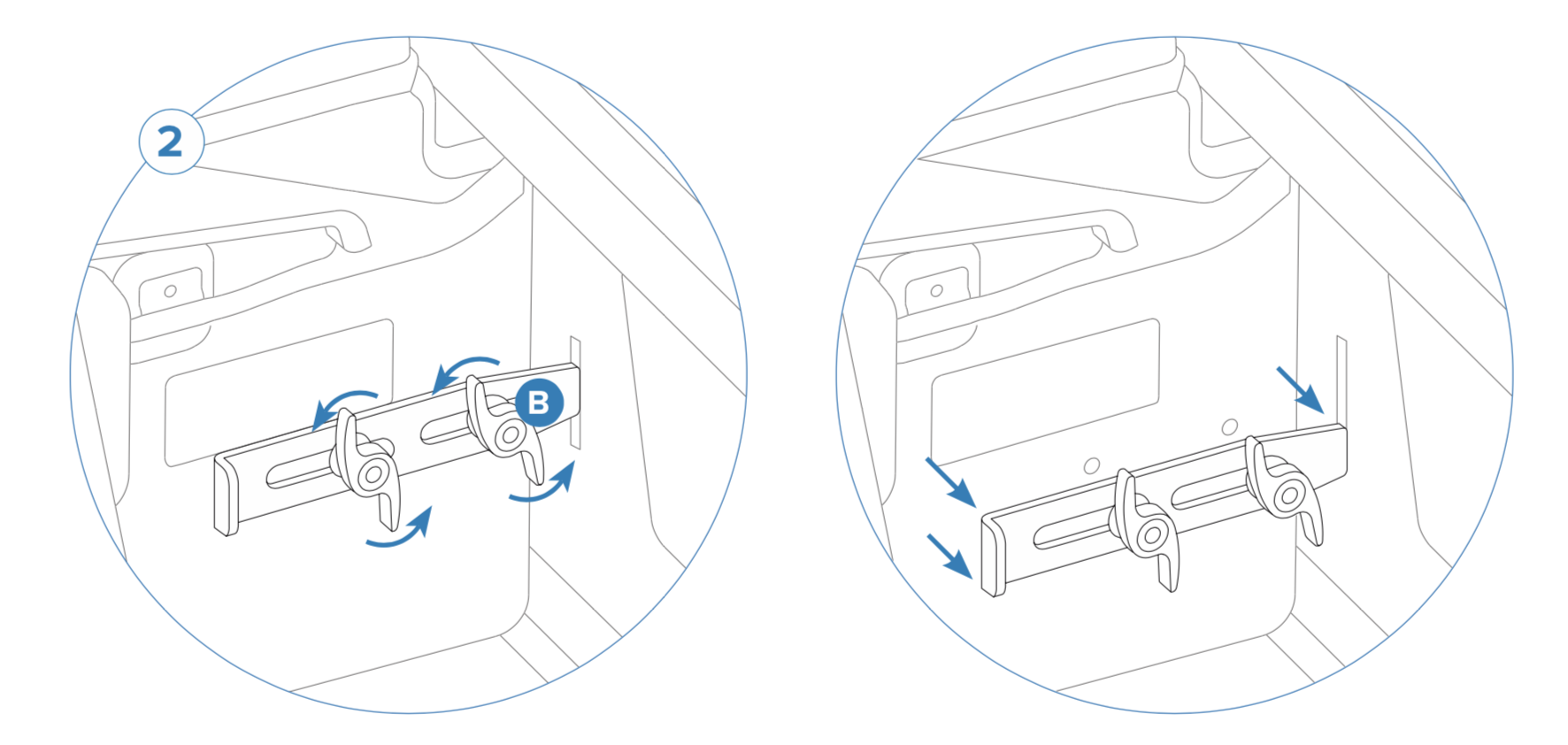
- 02ビルドプレート前面にある2つのビルドプレートクランプを開く

- 03ガラスプレートをビルドプレートの上にゆっくりとスライドさせ、背面のビルドプレートクランプにカチッと嵌める

- 04前面の2つのビルドプレートクランプを閉じて、ガラスビルドプレートを固定し、ガラスドアを閉じる

配線と電源投入
- 01電源ケーブルをUltimaker S3/S5の背面にある電源ソケットに接続
- 02ケーブルの反対側を壁のコンセントに差し込む
- 03プリンター電源接続部付近にある電源スイッチをONにする

世界中のリソースが使える!
3Dプリントを始めたばかりの方でも、何年も経験を積んだエキスパートの方でも、リソースはいくらあっても足りません。UltiMaker S3/S5は、様々なOEMのサポートとリソースをご使用いただけます。