
Fuse 1によるダウンタイムとコスト削減
Tessy Plastics社では、Fuse 1を使って最終製品金型や部品を生産し、カスタム工具や最終製品の部品開発をスピードアップしているため、コストを抑えながら納期を厳守できています。その様子をご紹介します。
- オンデマンド交換部品により生産設備稼働を維持
- 丈夫で機能的なナイロン11/ナイロン12の最終製品は幅広い用途に使用可能
- 従来の金型使用部品と比較して、コスト、リードタイム、保管場所を削減
Tessy Plastics社では、Fuse 1を使って最終製品金型や部品を生産し、カスタム工具や最終製品の部品開発をスピードアップしているため、コストを抑えながら納期を厳守できています。その様子をご紹介します。
3Dスキャナーは、リバースエンジニアリング、既存設計におけるパーツ適合性の確認、検査、歴史的な工芸品のデジタル化、歯科や歯科矯正用の顔スキャンなど、様々な用途で専門家にとって有用なツールとなります。
本ガイドでは、Shining3Dのハンドヘルド型EinScan HX 3Dスキャナーを使用し、3Dスキャンプロセスを学べます。

EinScan HX Reverse Engineering Design Bundleは、青色レーザーとLEDのハイブリッド光によるスキャンを実現し、従来の白色LED技術ではスキャン困難だった表面へのソリューションを提供します。
詳細はこちら

EinScan Hは、赤外線とLEDライトのハイブリッドスキャンにより、従来のスキャン技術では不可能だった髪の毛のスキャンや、より幅広い対象物のサイズに対応しています。
詳細はこちら
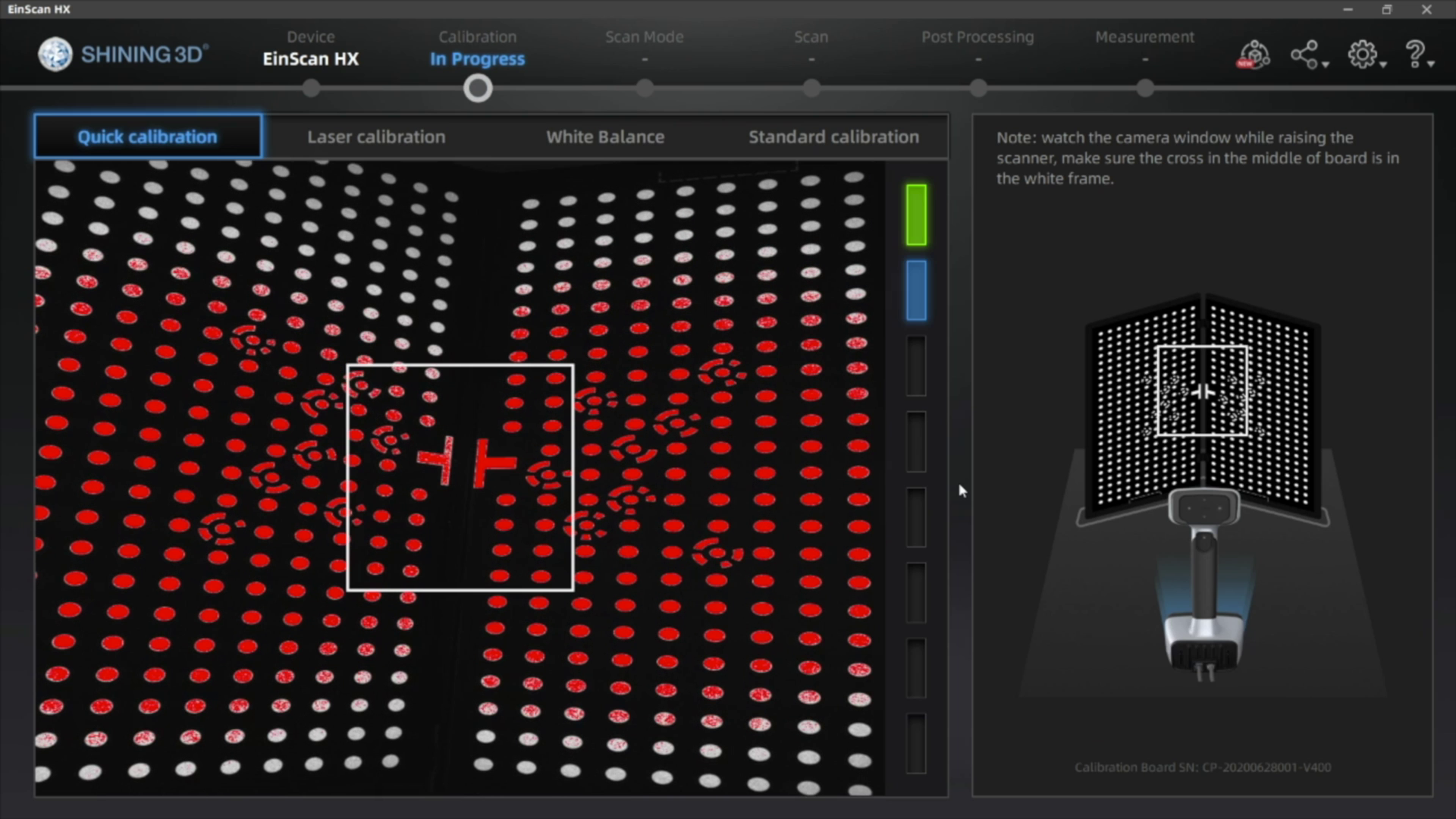
EinScanスキャナーは、初回使用時およびソフトウェア更新時には校正が必要です。校正が必要な場合は、付属の校正ボードを使用して、ソフトウェアに記載されている校正指示に従ってください。
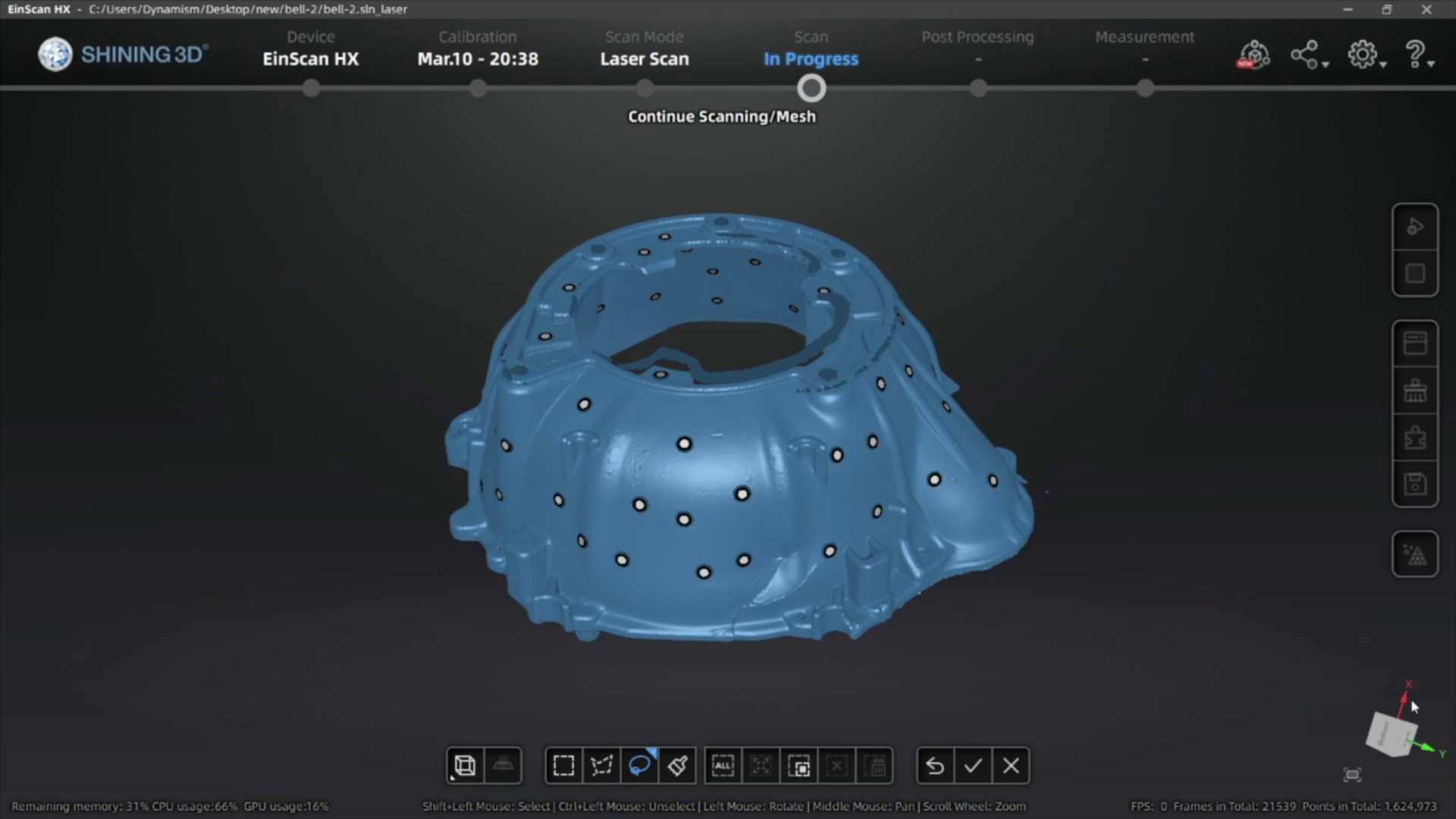
HXには、ラピッドスキャンとレーザースキャンの2つのスキャンモードがあります。ラピッドスキャンは、最小限のモデルの準備でほとんどのパーツに対応できますが、レーザーモードは、より正確な結果を得たい場合や、表面が黒い、光沢のあるモデルなどに適しています。まず、モデルにターゲットを置きます。このターゲットは、パーツに最小限の特徴しかない場合や、大きく滑らかな面のため、スキャナーが位置合わせしにくい場合に使用します。繰り返し形状やパターンを持つパーツは、スキャナーを混乱させる可能性があるため、位置合わせ用にランダムにターゲット配置する必要があります。


次に、モデルの光沢部分、暗い部分、半透明部分がある場合、正しくスキャンできるように、それらをくすませる必要があります。今回は、光沢素材や暗い素材に最適なHXを使用しているため、追加の表面処理は必要ありません。

最良の結果を得るためには、非常に明るい部屋での使用や光源にスキャナーを直接向けることを避けてください。



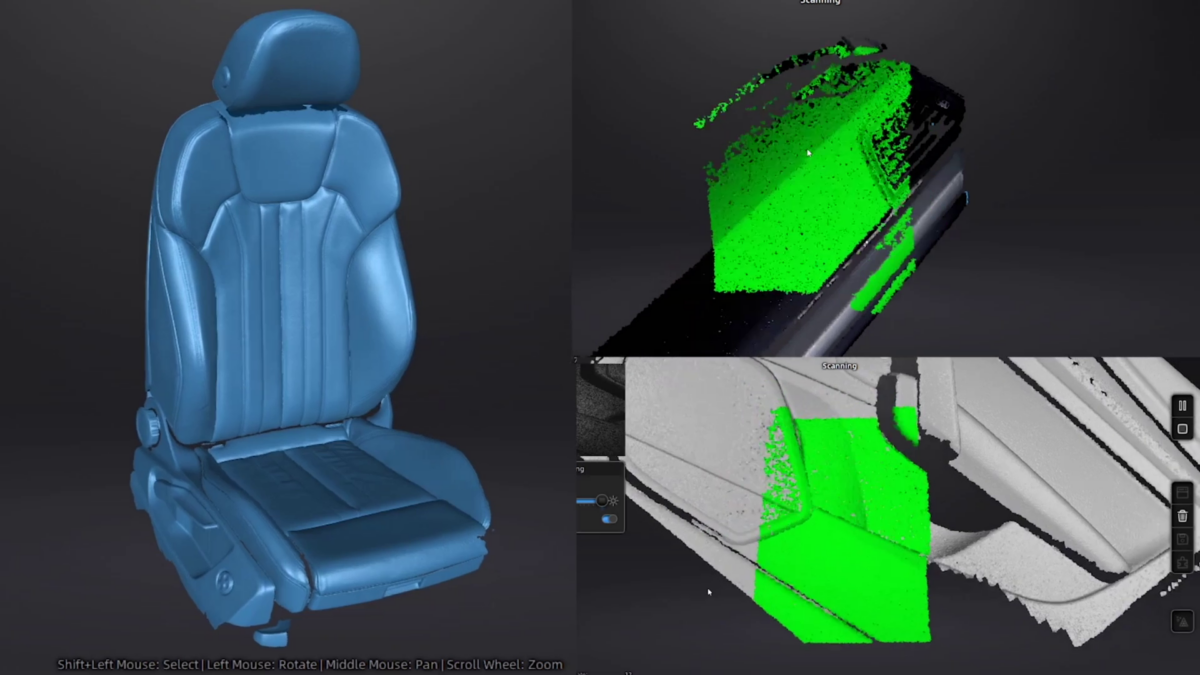
対象物をスキャンして点群データを生成したら、3Dスキャンのメッシュを生成することができます。スキャンデータをリバースエンジニアリングや品質管理に使用する場合は、非防水メッシュをエクスポートすることができますが、3Dプリントに使用する場合は、最適な結果を得るために防水モデルを作成する必要があります。
メッシュデータを取得した後、3Dモデルを使用可能な状態にするため、いくつかのツールが用意されています。

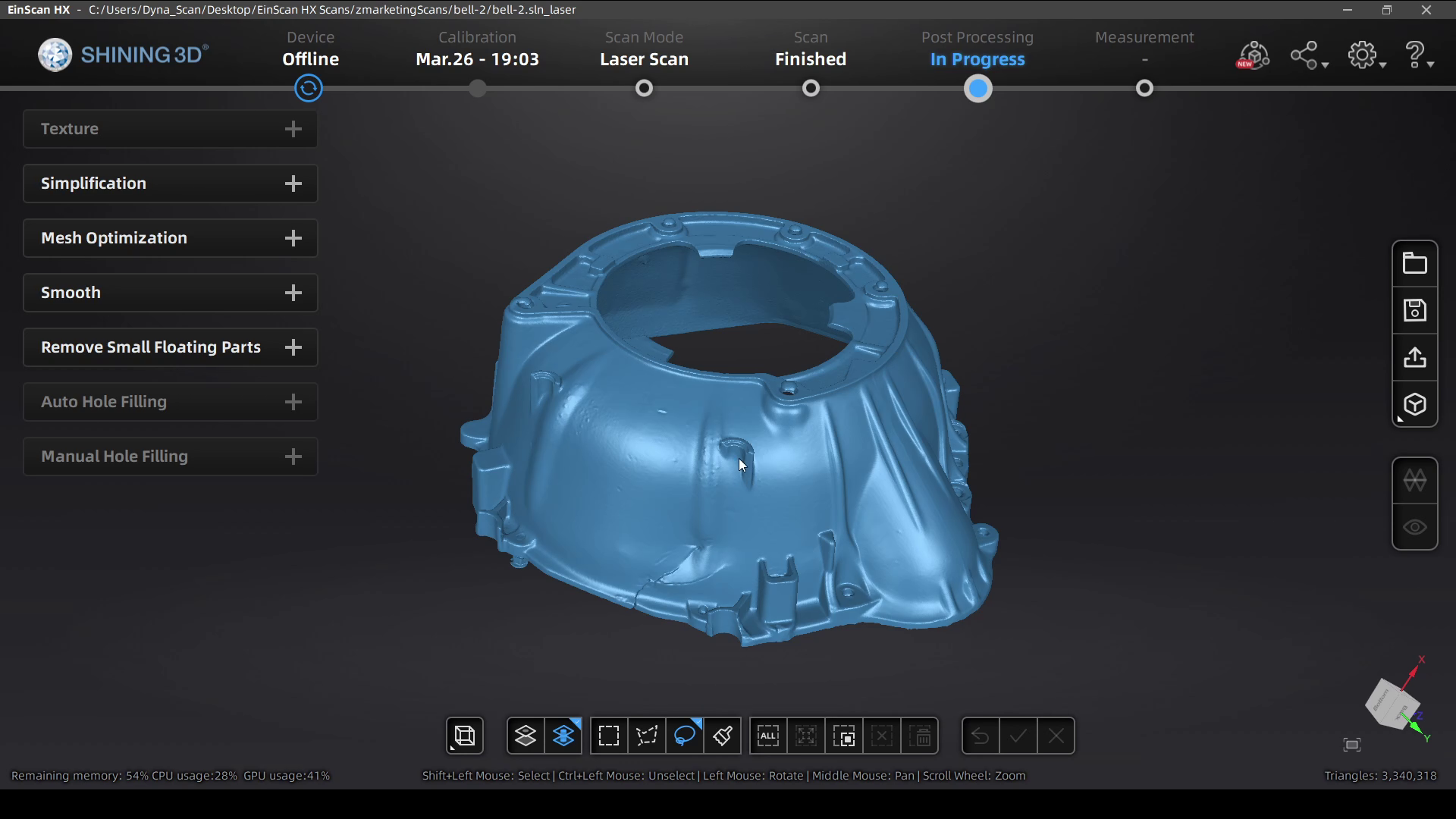
編集後のメッシュファイルは、STL、OBJ、3MF、PLYファイルとしてエクスポートできるため、リバースエンジニアリングプロセスや計測/品質管理ワークフローに利用したり、スライスソフトウェアに直接送信して3Dプリントすることも可能です。

Pro HDは、特殊な青色LEDライトを搭載し、わずかに反射した物体や暗い物体のスキャンに威力を発揮します。また、カラーパックカメラを追加することで、フルカラーでのスキャンが可能になります。
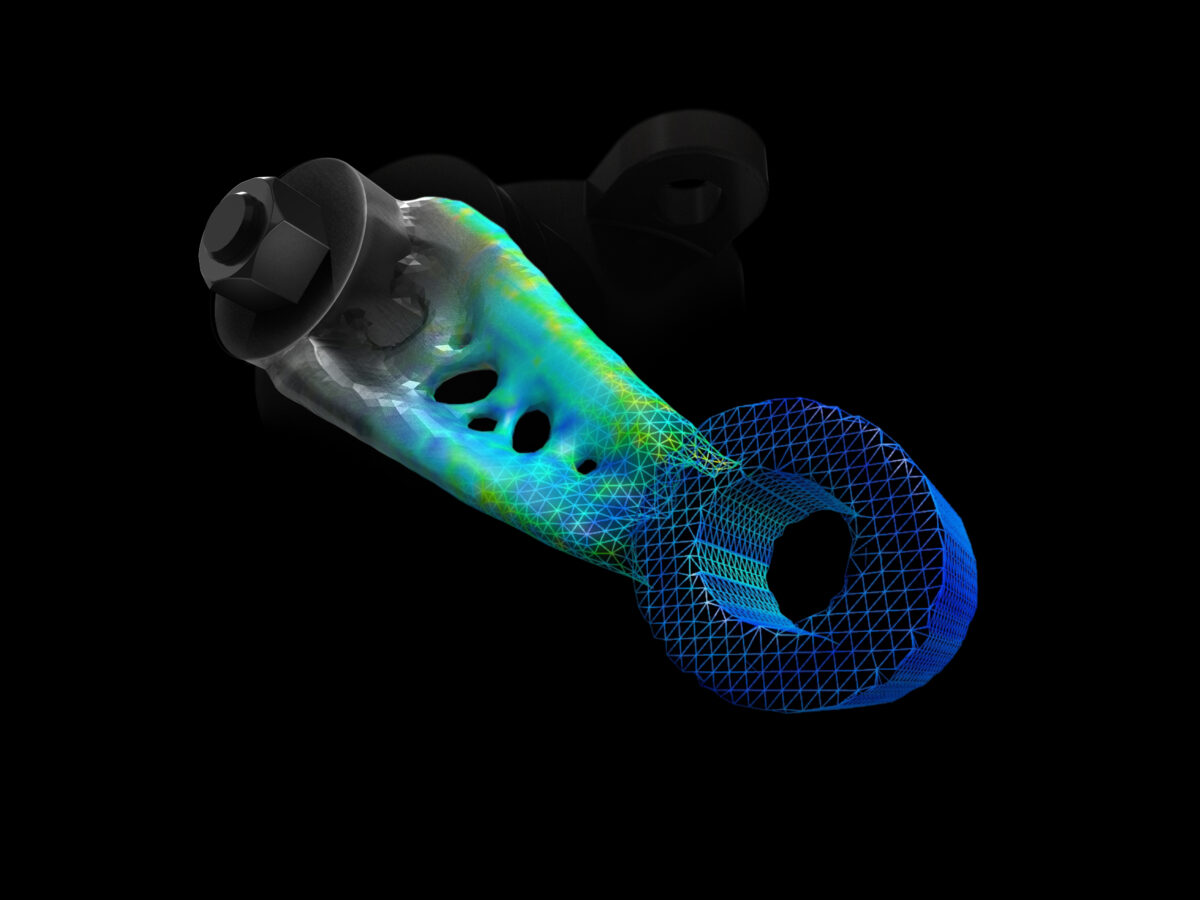
1980年以来、航空宇宙産業向けにインベストメントキャスティングや砂型鋳造を行ってきた鋳造プロトタイプビジネスのパイオニアであるSolidform社が、構造的な完全性を維持しながら航空宇宙部品の重量を65%削減することに成功した事例をご紹介します。この1部品を最適化することで、航空機の寿命が尽きるまでに約50万ドルの燃料費削減を達成することができました。


粉末焼結積層造形方式(SLS方式)は、強力で機能的なパーツ製造できるため、現在さまざまな業界のエンジニアやメーカーに信頼されている3Dプリント方式です。この方式は、造形物の中にパーツを高密度に詰め込むことができ、また、サポート構造を必要としない自立型プロセスであるため、特に少量生産に適しています。従来においては、初期投資コストが高いプロセスでしたが、最近では価格が大幅に下がり、高品質パーツを迅速に製作できるようになりました。

しかしながら、この方式はあらゆる製作物に適しているわけではありません。粉末ベースのシステムを使用する際には考慮しなければならない点があり、設備投資や安全対策を追加しなければならないことがよくあります。SLS方式では、他の3Dプリント方式に比べて利用可能なプリント材料の種類が限られている場合があります。また、パーツ表面がざらついた仕上げになるため、機能によっては好ましくない場合があります。

SLS方式がお客様の組織に適しているかどうかを判断する際には、必要な要素を十分に評価することが重要です。しかし、これはお客様にとって困難な作業である必要はありません。ご不明な点がありましたら、弊社3Dプリントエキスパートまでお気軽にお問い合わせください。
粉末焼結積層造形方式の3Dプリンターは、高出力レーザーを使用してポリマーパウダー微粒子を固体構造に焼結する積層造形技術です。ホワイトペーパーをご覧になってください。

Fuse 1とFuse Siftは、粉末焼結積層造形方式(SLS方式)の産業品質プリントをお客様のベンチトップにもたらし、既存装置の10分の1のコストで試作と生産を実現します。

新規ハードウェアを社内に導入することなく、生産規模を拡大したいとお考えですか? 私たちはそのための専門知識を持っています。デジタルマニュファクチャリングチームに連絡して、迅速かつ効率的にパーツを作ってください。

フォルクスワーゲンは、特定の問題に対処するためにカスタマイズされたソリューションをどのように開発したか、補助システムに適用されたコンセプトをどのようにリエンジニアリングしたか、ペーパーワークをなくし、工具製造の導入期間をいかに短縮したかをご紹介します。フォルクスワーゲンの事例をご覧ください。

はじめに
このチュートリアルでは、パターンを使用して金型を製作するプロセスを省略し、3Dプリントで直接金型を作成します。このチュートリアルは、より高度な技術を使ったプロセスや高温エポキシに必要な特別な機器を持たない人のための、簡便な炭素繊維プロセスです。
このチュートリアルでは、すでに境界モデル化されたFFFプリントを受け取り、それを離型剤でコーティングしてから、シンプルなハンドレイアップ成形で炭素繊維パーツを製作します。化粧品以外のパーツは、金型から直接使用することができますが、3Dプリント解像度とハンドレイアップ成形の制限により、表面が若干損なわれます。仕上げを完璧なものにするために、XCRコーティング樹脂を塗布し、高品質な仕上げのためにフラットにして研磨します。
マテリアル(材料素材)の相性
エポキシ樹脂との離型性に優れたPET-Gフィラメントを推奨します。ABSは、エポキシ樹脂との離型性が悪いため、金型の直接材料素材としては避けるべきです。
3Dプリント後は、離型剤を使って型を整える必要があります。このプロセスで最も信頼できる離型剤はPVA離型剤です。これは層の線を滑らかにすると同時に、エポキシ樹脂から確実に離型することができます。
このプロセスで得られた金型は、エポキシ・ポリエステルやビニールエステルなど、ほとんどの従来の樹脂システムで使用できます。一般的にこの方法で作られた金型は、ハンドレイアップ成型(バキュームバッグの有無にかかわらず)に最も適しています。また、樹脂注入(Resin Infusion)による加工も可能ですが、3Dプリントは一般的に100%の気密性を確保できないため、エンベロープバッグ法を使用する必要があるかもしれません。このプロセスで作られた金型は、プリプレグ(FRP材料)製造に使用されるような高温硬化には適していません。PETGのHDT(荷重たわみ温度, Heat Deflection Temperature))を理論的に超えていなくても、真空バッグのストレスによって過度の反りや歪みが発生することがわかっています。
大型で使いやすい3Dプリンターで、すぐにプリントできるマテリアル(材料素材)エコシステムを備えています。
手頃な価格で汎用性が高く、使いやすい3Dプリントマテリアル(材料素材)です。

金型を設計して3Dプリントし、レイアップに必要なフランジやエクステンションを追加します。直接プリントした金型には、離型性に優れたPET-Gを使用することをお勧めします。より高い解像度でプリントすることで、離型が容易な滑らかな型の表面が得られます。今回は、CURA Slicerの「標準」設定で、0.15mmのレイヤー高さで印刷しました。可能であれば、パーツのリリース方向と平行にレイヤーが印刷されるようにパーツを配置すると、印刷面による機械的なロックを減らすことができます。ただし、ドラフト角が5度以上であれば、レイヤーラインがリリース方向に対して垂直であっても、良好なリリースを得ることができます。

PET-Gはエポキシ樹脂のような離型性を持っていますが、金型からパーツを確実に離すためには離型剤が必要です。このプロセスでは、非常に早く確実に離型できるPVA離型剤をお勧めします。PVAは、金型表面に均一なフィルムをワイプ(布)やブラシで一度に塗布します。このコーティングは自由に塗布していただいて構いませんが、流れを起こすほど塗ってはいけません。塗布後にPVA離型剤は室温で乾燥させる必要がありますが、通常は30分ほどかかります。

今回は、ラミネートレジン「EL2」を使用しています。レジンと硬化剤は正確に完全に混合してください。最初の容器から2つ目の容器に注ぎ、混ざりきらい部分がないように再度混ぜるのがベストです。
カーボンを敷き詰める前に、金型にレジン膜を張っておきます。手作業でラミネートする場合は、可能な限りレジン上にカーボンを敷き、下から樹脂で生地を濡らすようにします。こうすることで、適切な湿り気が得られ、エア混入を減らすことができます。小さな複雑なパーツにはラミネートブラシが必要ですが、大きなパーツや平らな成形品には、ローラーやスキージを使うと濡れ出しがスムーズです。湿式レイアップ(Wet-Lay-Up)では、通常、繊維とレジンの割合が1:1になるようにします。つまり、100gの繊維に対して約100gのレジンを使用します。
厚さ3mm以下のパーツであれば、通常は1回の作業ですべての層を積層することが可能です。厚みのあるパーツの場合は、収縮の影響や熱暴走(発熱)の可能性を減らすために、複数の層に分けて積層する必要があります。
今回は、補強材を敷設した後、最終プライとしてピールプライを重ねることで、パーツ内側をきれいに仕上げ、後続の接着作業に適した表面を提供しています。ピールプライを積層した後、パーツを常温で硬化します。硬化時間は、硬化剤の速度や室温によって異なりますが、通常は12~48時間となります。
注意:混合したEL2レジンを混合用カップ底に5mm以上残したままにしないでください。熱暴走して危険な状態になる可能性があります。余ったレジンはトレイに流して表面積を増やしたり、熱した場合には容器を屋外の安全な場所に移動させたりする必要があります。

脱型後、パーツの角部がきれいになるようにトリミングして仕上げます。今回は、32mmのパーマグリット・カットオフホイールを装着したDREMELの工具を使用しました。この工具は万能トリミングツールで、何時間も連続して使用できます。研磨ブロックで角部を調整し、#240ペーパーで仕上げました。XCRコーティングの仕上がりに満足している場合は、そのまま使用することもできますが、一般的には研磨を行うことで、より一貫したプロフェッショナルな仕上がりになります。
無料ダウンロード
3Dプリンタで直接カーボンファイバー部品を製造することで、時間とコストを節約しながら、丈夫で美しい部品を作る方法をお伝えします。下記、ご興味ある方は必見です。

ピンホールやプリント層の線が出さずにきれいに仕上げるために、パーツにレジンやクリアコートを塗ります。良いコーティング面を作るために、表面を#400の耐水とドライのサンドペーパーで研磨して、パーツを準備します。
パーツに空洞や大きなピンホールがある場合は、レジンで埋めます。大きな空洞の場合は、フラッシュリリーステープでダムを作り、レジンが流れ出さないようにしてから、EL2ラミネートレジンまたはXCRコーティングレジンを使用して充填します。補修後は硬化させ、400番台のサンドペーパーで平らに戻し、パーツの表面と水平になるようにします。

パーツ修正とサンディング研磨が終わったら、次は滑らかな光沢と耐久性のある仕上げのためのコーティングを行います。自動車用のクリアコートスプレーを使用することもできますが、今回は、非常に耐久性のある仕上がりになり、ブラシで簡単に塗ることができるXCRコーティングレジンを使用します。
パーツにXCRエポキシコーティングレジンを塗布します。通常、1回の塗布で1平方メートルあたり約300グラムです。混合用カップやブラシなどの無駄を考慮して、必要な量よりも多めに混ぜるようにしてください。硬化剤は、100:35の正確な比率でレジンに加える必要があり、小ロットの場合は可能な限り正確に行います(10分の1グラム以内の精度が望ましい)。1つのカップでレジンを混合した後、2つ目のカップに移して再度混合し、混合されていないレジンが滞留しないようにします。
ブラシを使って表面に薄く均一に塗ります。塗りすぎてしまうと、塗膜が流れてしまうので注意が必要です。塗布後、数分後に流れがないか確認し、余分なレジンをブラシで取り除きます。
表面の凹凸をカバーできていない場合など、1回目の塗装の仕上がり具合によって、2回目の塗装が必要になります。2回目の塗装は、1回目の塗装がBステージに達した時点で行います。Bステージは、手袋をはめた指でプリントに触れることで確認できます。粘着性があり、残留物がない状態で、XCRでは通常3時間程度ですが、室温によって異なる場合があります。2回目の塗布後は、気温にもよりますが、約12~24時間放置してレジンを完全に硬化させてください。
注意:混合したXCRレジンを混合用カップ底に5mm以上残したままにしないでください。熱暴走して危険な状態になる可能性があります。余ったレジンはトレイに流して表面積を増やしたり、熱した場合には容器を屋外の安全な場所に移動させたりする必要があります。

XCRコーティングの仕上がりに満足している場合は、そのまま使用することもできますが、一般的には研磨を行うことで、より一貫したプロフェッショナルな仕上がりを得ることができます。
サンディング研磨のプロセスは、表面を素早く平らにするために使用できる粗いペーパーから始める必要があります。一般的には、#400や#800の耐水とドライペーパーで行います。ペーパーの目詰まりを防ぐために、この作業は濡れた状態で行うのが最適です。そして、最低でも#1200までのペーパーで作業を行います。平らな部分や単一の曲面にはサンディングブロックを使用して、均一で平らな面を維持し、残りの曲面には沿ったペーパーを使用することができます。より細かいグレードの研磨剤に変更する際は、必ずパターンを洗浄して前のグレードの砥粒による傷を防ぐために水を交換してください。
1200番(またはそれ以上)の研磨剤を使った後、NW1研磨剤を使って最終的な研磨を続けます。よほど小さな部品でない限り、この作業は研磨機のフォームパッドで行うのがベストです。
多くのコンパウンドと異なり、「NW1」は水を必要とせず、すぐに乾いてしまうこともありません。このコンパウンドは、使えば使うほど細かくなる自己消化性を持っています。1回の作業で鏡面に仕上げることができます。バフで磨いた後、マイクロファイバークロスでコンパウンドの残りを拭き取ると、完成したパターンは鏡のような光沢になります。


Desktop Metal社は、フォトポリマー3Dプリンターのマーケットリーダーであり、優れた知的財産と製品ポートフォリオを持つEnvisionTEC社を買収することで合意しました。この買収により、最終製品、歯科矯正製品、生体プリント、宝飾などの鋳造市場向けのフォトポリマー3Dプリンターの大規模なポートフォリオが加わることになります。Bruleは両ブランドの正規代理店であり、両ブランドが提供する3Dプリントソリューションをご覧いただけます。
産業用3Dプリンター市場では、単なる試作品から最終製品向けの専用ソリューションへの移行が成長の原動力となっていますが、これはEnvisionTEC社が得意とする分野です。2002年に設立されたEnvisionTEC社は、190種類以上の材料と7台の3Dプリンターという大きなポートフォリオを誇り、業界に特化した様々な構成の3Dプリンターを提供しています。特筆すべきは最近追加された材料で、EnvisionTECのE-3955 Thermal Cureは、押出型3Dプリンター(FFF/FDM方式)で現在入手可能な最強の材料であるUltem1010の材料特性を超えています。さらに、EnvisionTECのポートフォリオには、8K DLP光源を搭載した大規模な高速3Dプリンター、従来の熱可塑性3Dプリンターの100倍速の3Dプリンター、生体向け3Dプリンター、歯科、宝石、製造業界向けの業界をリードするソリューションが含まれています。

今回の買収において、両社は通常通りのビジネスを継続します。EnvisionTEC社は100%子会社として、現組織体制を維持し、創業者であるAl Siblani氏がCEOに就任し、EnvisionTEC社の販売組織とチャネルプログラムはそのまま継続されます。
下のロゴをクリックして、各社のソリューションをご覧ください。また、3Dプリントについては、sales@brule.co.jp までお問い合わせください。弊社産業用3Dプリントのエキスパートが、この補完的な製品ラインが、どのようにお客様の会社のデジタルマニュファクチャリング変革に役立つかを一緒に考えます。


ラバー金型は、宝飾品、小型工業パーツ、ゲームのミニチュアなどの金属パーツをインベストメント(ロストワックス)キャスティングする際に、ワックスモデルを大量に作るために使われます。3Dプリンターで作られた原型は、手作業で作られたデザインよりも安価で早く正確に作ることができます。本ホワイトペーパーでは、次のことがわかります。

3Dプリンターを調べ始めると、ある疑問が頭に浮かびます。「この3Dプリンターの解像度はどれくらいなのか?」 この質問に答えるのは簡単ではありませんし、疑心暗鬼になって期待を裏切られることもあります。「解像度」によって、次の3Dプリンター購入を左右される前に、3Dプリンター解像度の定義とこの指標に関するよくある誤解について説明します。
3Dプリンターのデータシートに1.25μのX/Y/Z解像度が記載されているからといって、完成したパーツにその解像度が期待できるわけではありませんし、滑らかな表面仕上げを保証するものでもありません。
積層造形分野ではメートル法が標準化されていないため、3Dプリンター解像度は、X/Y/Z解像度、位置決め解像度、理論解像度など、さまざまな名称で呼ばれています。この指標は、3Dプリンターの理論上の各方向への最小動作可能な動きを意味するものです。位置決め解像度は、ハードウェアとファームウェアによって規定されるもので、ステッピングモーターが1回転するうち、何回の動きで360度回転するかという「ステップ数」によって計算されます。このステップを刻んだ回転運動は、ステッピングモーターとタイミングベルトによってX、Y、Zの各軸へ伝達され、直進運動に変換されます。ステップ数が多ければ多いほど、少しずつの直進運動になるため、3Dプリンターはより細かな動きを実現できることになります。これは重要なことですが、メーカーが提供するのは理論値であることが多く、材料収縮、タイミングベルトの張り方、ノズル径など、さまざまな要因によって実際には実現できないことがあります。
3Dプリントに慣れていない人や熟練したプロでさえ、解像度とは、プリントパーツの寸法精度や表面仕上げの2つのうちの1つであると誤解されがちです。これらは2つとも複雑な話になるので、それぞれを少しずつ分析してみることとします。各3Dプリント技術には長所と短所があるので、本記事は全体的に見た評価の一部であることを認識しておいてください。お困りの際は、Bruleの3Dプリントエキスパートがお手伝いいたします。
プリントパーツの寸法精度は、ハードウェアだけで決まるものではありません。むしろ、3Dプリント方式ごとに数多くの影響要因があります。ここでは、代表的な2つの方式について、その影響要因を解説します。
材料押出方式/熱溶解フィラメント方式(FFF/FDM)の3Dプリンターにおいて、最終的なパーツの寸法は、位置分解能、ノズルサイズ、ダイスウェル(押出物膨潤、バルス効果)、タイミングベルト張力、材料収縮率に影響されます。材料素材は特に大きな要因となり、材料によってはダイスウェルが大きいものもあります。さらに、ABSのようなスチレンベース素材は収縮率が高く、意図したよりもパーツが小さくなってしまうことがあります。幸いなことに、ほとんどの材料押出方式3Dプリンターは、より小さなノズルを追加することで、正確なプリントと滑らかな表面仕上げを実現することができます。その代償として、プリント終了までに時間がかかることになります。
レジンを使う3Dプリンターの場合、寸法精度は主に材料素材とレーザースポットの大きさによって、DLP(Digital Light Projector)3Dプリンターの場合、画面の解像度によって決まります。また、材料素材によっては熱や紫外線による硬化過程で収縮するものもあります。総合的に見て、SLA/DLP方式プリンターは、材料押出3Dプリンターよりも正確なパーツを生成しますが、トレードオフとして、手頃な価格で市場に出回っている3Dプリンターのほとんどは、造形容積が小さく、材料素材もABS、ポリカーボネート、ポリアミドなど、最終製品の材料素材を模したものしかありません。ただし、Formlabs社のForm 3LやNexa社の超高速3DプリンターNXE400のように造形エリアが大きい例外もあります。
SLA/DLP方式の3Dプリンターは、表面の仕上がりが非常に滑らかになります。ただ、前述したように、本方式にはいくつかのトレードオフがあります。材料押出3Dプリンターでは、ノズル径を小さくして層を細かくすることで、より滑らかな表面仕上げを実現できます。さらに、材料素材によっては蒸気(アセトンなど)で平滑化することで、レジンを使う3Dプリンターに近い表面仕上げが可能になります。
3Dプリンターを購入する際には、あまり解像度に左右されないようにしてください。この数値は理論上のものであり、使用する材料素材など他の要因によって、あくまで理論値に留まることが多いからです。最適な3Dプリンターを選ぶためには、Bruleの3Dプリントエキスパートがお手伝いします。豊富な技術とメーカーブランドを取り揃えておりますが、ブランドにとらわれないアプローチでお客様の活用用途に最適なソリューションを提供します。

使いやすさ、豊富なマテリアル、ネットワーク接続によるシームレスなワークフローで知られるUltiMakerは、プロフェッショナルな卓上型3Dプリントを提供しています。UltiMaker 2+ Connect、S3、S5の3Dプリンターをそれぞれ比較してみましょう。