揮発性有機化合物とは?
揮発性有機化合物(VOC)とは、20℃で0.1kPa以上の蒸気圧を持つ天然、または、合成の空気中の化学物質です。「臭い」や「匂い」として検出されることが多いですが、科学的な検出としては、制御条件下で3Dプリンター周辺の空気をサンプリングし、そのサンプルを分析することで行われます。
VOCの中には有害なものもあります。その安全な閾値(TLV)濃度は、VOCの分子構造に応じて、1立方メートルあたり数マイクログラムから数ミリグラムの範囲とされています。
3DプリントのVOC排出は危険か
3Dプリントが健康に害を及ぼす可能性があるかどうかを判断する鍵は、安全な閾値(TLV)濃度にあります。安全か否かは、基本的に空気中の超微粒子(UFP)濃度を測定して判定します。空気中の超微粒子が少なければ少ないほど、ユーザーの健康状態は良くなることになります。3Dプリントによる健康リスクを評価する際には、7つの重要な要素を考慮する必要があります。
- 部屋の容積 部屋の容積が安全な閾値(TLV)に影響します。大きい部屋は空気の容積が大きいため、超微粒子(UFP)の濃度は低くなります。
- 部屋の空気交換率 部屋の空気入れ替えが濃度に影響します。部屋の容積の空気交換サイクルが速い、または、頻繁に行われると、超微粒子(UFP)濃度は低下します。
- 3Dプリンターの稼働数 3Dプリンターを何台運用しているか、が濃度に影響します。各プリンターは超微粒子(UFP)を生成するので、3Dプリンターの数が多ければUFPの生成量も多くなります。
- マテリアル(材料素材) どのようなマテリアル(材料素材)をプリントしているか、が濃度に影響します。マテリアル(材料素材)が異なると、3Dプリンターの通常動作時に生成される超微粒子(UFP)のレベルも異なってきます。
- プリント時間 プリント時間が長ければ長いほど、室内への超微粒子(UFP)の蓄積時間が長くなります。
- 3Dプリンターとの距離 プリンターにどれだけ近づいているか、が濃度に影響します。超微粒子(UFP)の発生源に近ければ近いほど、UFP濃度は高くなります。
- 他の放出源 部屋の中に他の放出源があるかどうか、が濃度に影響します。他の放出源は、3Dプリントからの超微粒子(UFP)に加えて、部屋全体の空気の質に影響を与える可能性があります。
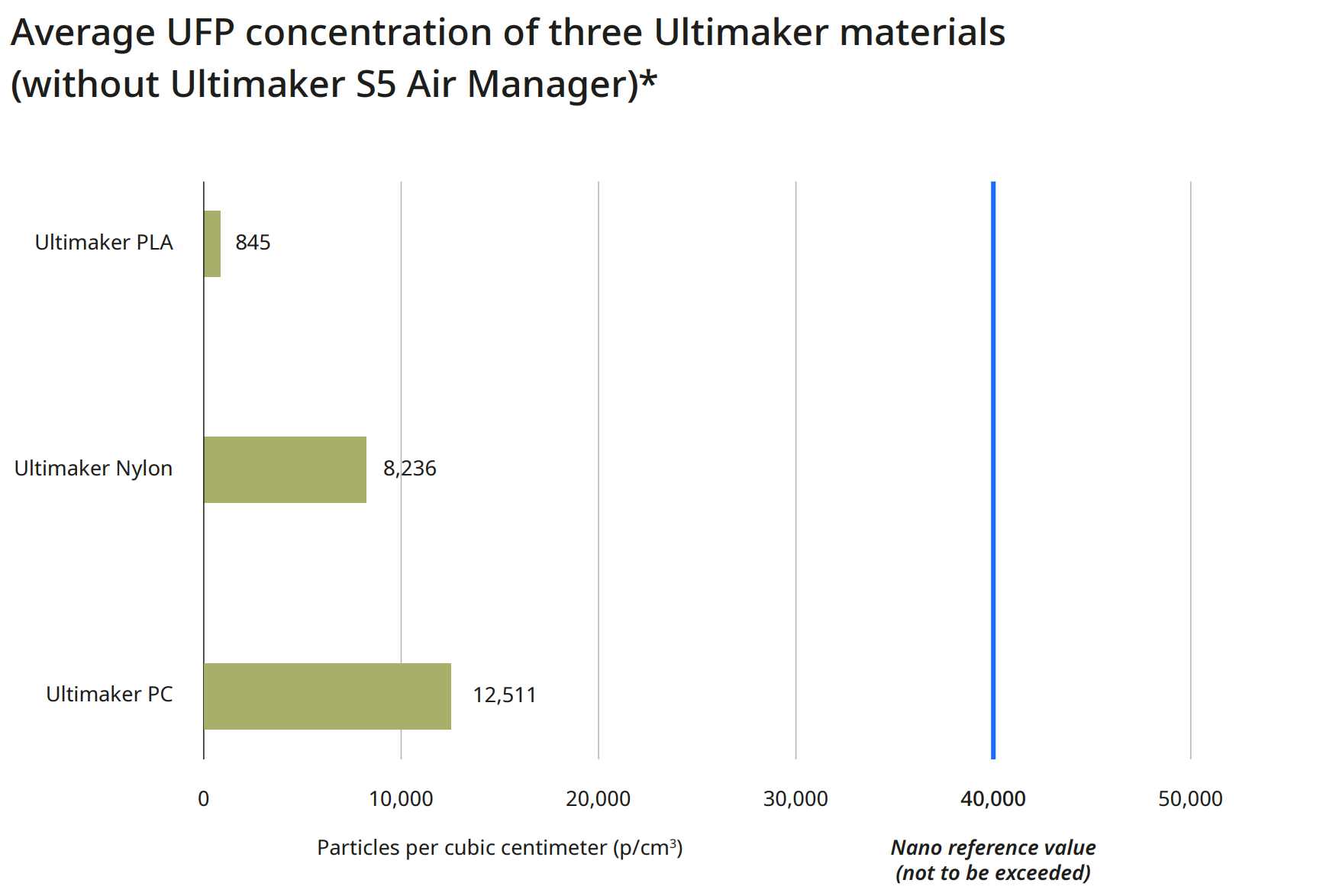
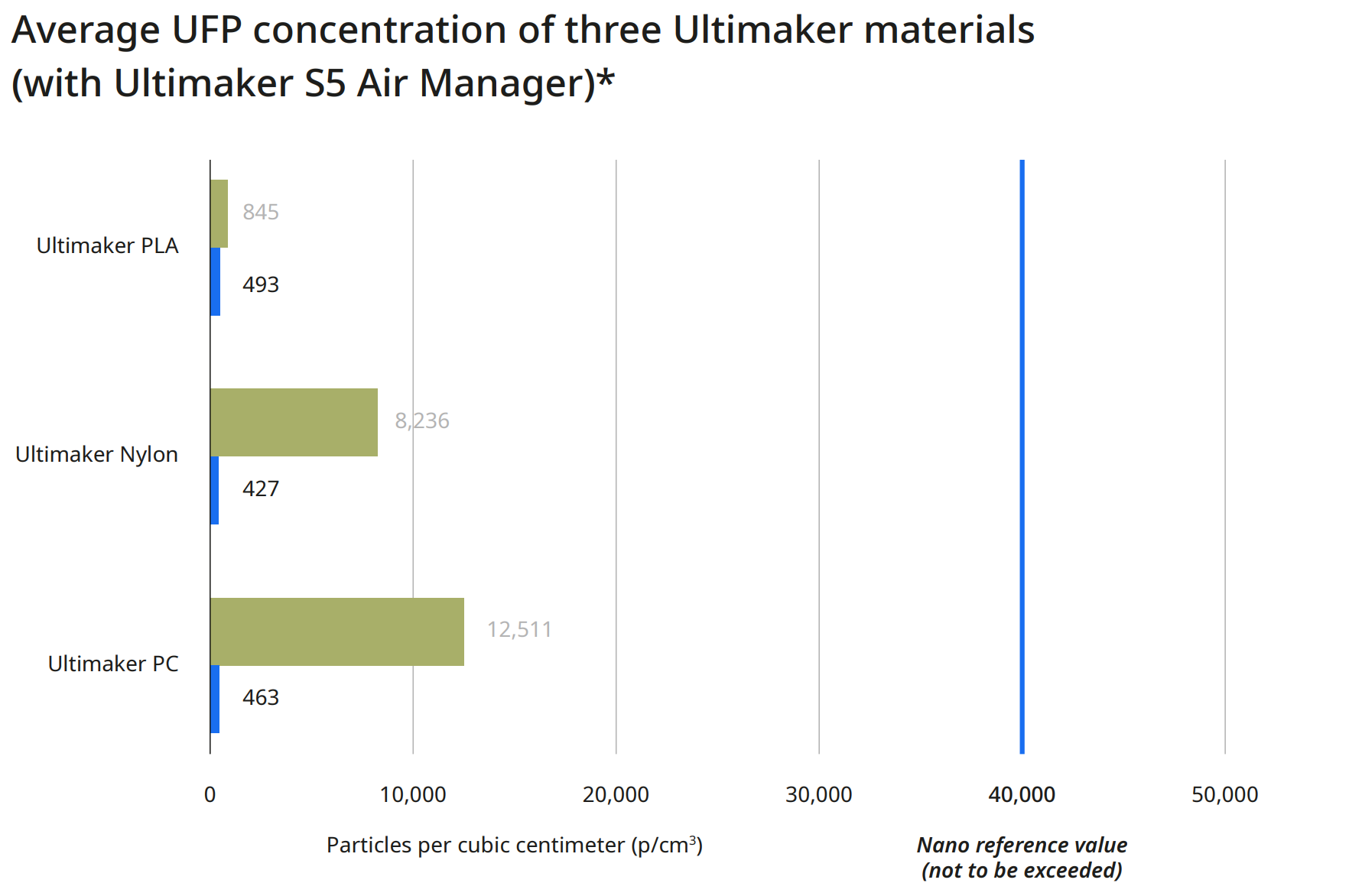
この超微粒子による健康被害に対する懸念は、UltiMaker 3DプリンターとUltiMaker製マテリアル(材料素材)を使用し、推奨条件下で3Dプリントを行うことで、最小限に抑えられます。現在のUltiMaker製マテリアルでは、ナノ基準値として40,000粒子/立方センチメートル(p/cm3)となります。この濃度以下であれば、健康被害の可能性は非常に低いと考えられます。
次のグラフは、3つの異なるプリントマテリアルの超微粒子(UFP)濃度の平均値を示しています。これらは、エアマネージャーを搭載していない標準構成のUltiMaker S5を使用した場合に発生する可能性のある微粒子排出量の下限、中間、上限の範囲を表しています。具体的には、低レベル(PLA)から高レベル(ポリカーボネート)までのマテリアルのプリント中に放出されるUFPレベルを示しています。
*30.6m3の一般的なオフィスルーム、1.8/hrの空気交換率を想定し、独立試験所での測定結果に基づく粒子放出率で算出
3Dプリンターからの微粒子排出量を抑えるには?
3Dプリント中のVOC排出を完全になくすことはできませんが、地域環境に放出される微粒子を軽減するためにできることがあります。
次のグラフは、同じ3つのマテリアル(材料素材)と3Dプリンターからの微粒子排出量と、3DプリンターにUltiMaker エアマネージャーシステムを導入後の測定値を示しています。各マテリアルで、粒子排出量は1立方センチメートルあたり500個以下に減少しています。UltiMaker Polycarbonateの場合、全体の排出量が95%以上削減されています。
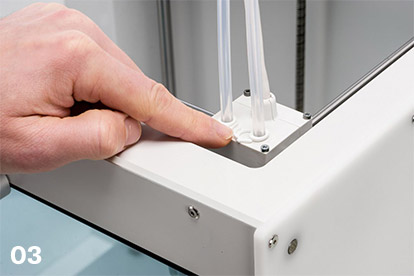
エアマネージャーは、静かな可変速ファンを使用して、密閉されたビルドチャンバー内の空気をフィルターに通し、内側から外側へのエアフローを作り出します。これにより、ほぼすべての空気がフィルターを通って3Dプリンターから排出され、排出空気から粒子の大部分が除去されることになります。
*30.6m3の一般的なオフィスルーム、1.8/hrの空気交換率を想定し、独立試験所での測定結果に基づく粒子放出率で算出
VOC放出に関するホワイトペーパーをダウンロードする
詳細についてはUltiMaker社が3Dプリンターとマテリアル(材料素材)からのVOC排出量を測定するために使用したプロセスのケーススタディをご覧ください。
–>
最後に
エアマネージャーはUltiMaker S5の造形エリアを完全に囲みこむため、不要な気流が発生してプリントに悪影響を与える場所を含めて、より多くの場所に3Dプリンターを設置することができます。また、高温箇所や可動部に触れないように物理的なバリアを設けることで、作業スペースの安全性を向上させることもできます。プリント環境の安全性を評価して適切な対処を行うのは各ユーザーですが、エアマネージャーやフィルタリングソリューションをセットアップに追加することで、リスクを大幅に軽減できます。安定した3Dプリント環境を作ることで、結果的にプリント品質を向上させることができます。
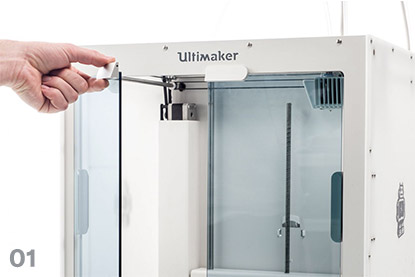
UltiMaker 2+ Connect Air Manager(フロントドアを含む)は、造形エリアを完全に密閉し、より安定したプリント環境を実現するとともに、動作中に高温で動く部品に触れないようにできます。
UltiMaker S5プリンター用の統合されたフィルトレーションソリューションで、HEPAフィルトレーションを利用しながら、UltiMaker製フィラメントに最適なエアフロー設定を提供します。3Dプリントのワークフローに安全性を取り入れることができます。