BruleはUltiMaker社の産業用FDM(熱溶解積層方式)方式3Dプリンタの最新モデル「Factor 4」の販売を開始しました!

Factor 4の製品概要
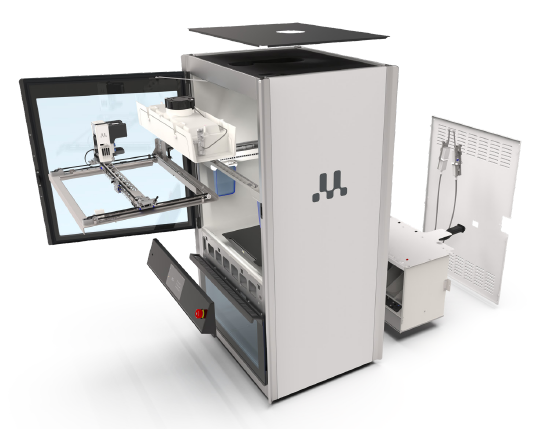
UltiMaker Factor 4は、業務で必要な工具や部品の開発、生産用に開発されています。
Factor 4は、工場内の業務工程を改善し、属人化を防ぎ、安定した造形をおこなえます。
330 x 240 x 300 mmの造形サイズ、造形エリアの温度管理、ダイレクトデュアルマテリアエクストルージョン、オンボードプリントプロセスレポートや低湿度で材料を
管理・保管するシステムが備わっています。
材料ラインナップについて
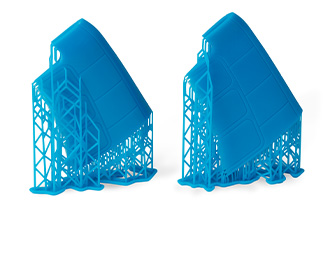
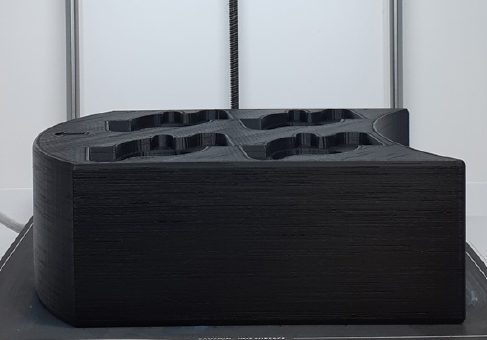
UltiMaker PPS-CFは、複雑なスチール部品に代わる新しい耐熱性複合材です。
熱変形温度は230℃以上で、耐薬品性と難燃性(UL94 V0)を備えており、厳しい環境・用途で使用できます。

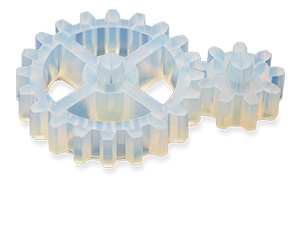
ショア硬度70Aまでの柔軟な材料まで使用することが可能で、部品損傷を確実に保護し、ガスケット、シール、ショックアブソーバーを作ることができます。
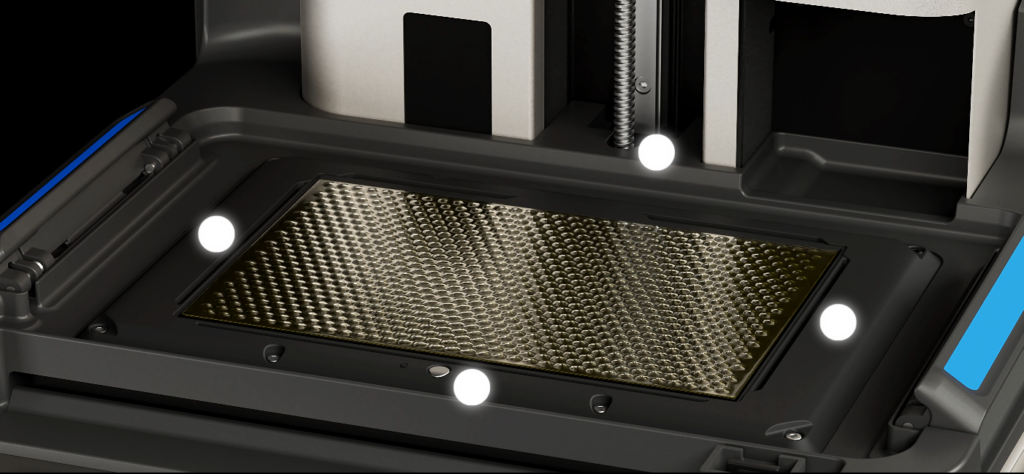
再現性の高い造形
330 x 240 mmのフレキシブルビルドプレートで、1mm単位で安心して3Dプリントできます。また、PEIコーティングにより、造形物を素早く取り外すことができます。
PPS CF、PET CF、タフPLA、PETGを使用し、プリンタの全ビルドサイズで公称長さ±0.2 mmまたは±0.2 %以内の寸法精度を実証しました。
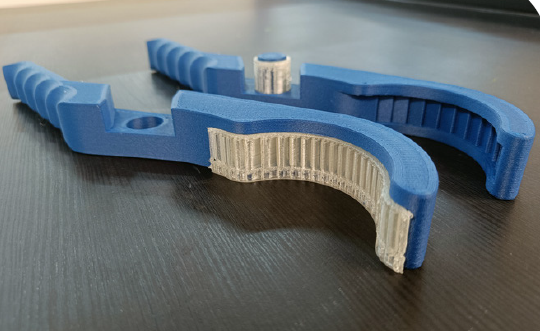
複雑な形状や複数材料部品のための高速デュアルプリント機能で、すべての機能をフル活用できます。
造形を予測して実現するテクノロジー

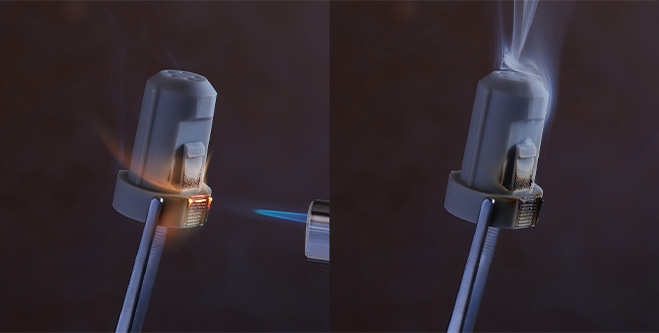
UltiMaker Factor 4は、HTプリントコアを使用して最高340℃まで温度を上昇させます。
これは、より高い耐熱性と耐久性を持つ材料を、より安心して3Dプリントできます。
完全に密閉されたビルドボリューム内の温度も最高70 °Cまで制御され、加熱ベッドは最高120 °Cまで制御され、
3Dプリンタがどこに設置されていても、材料に応じた最適な加工条件と安定した部品の品質を保証します。
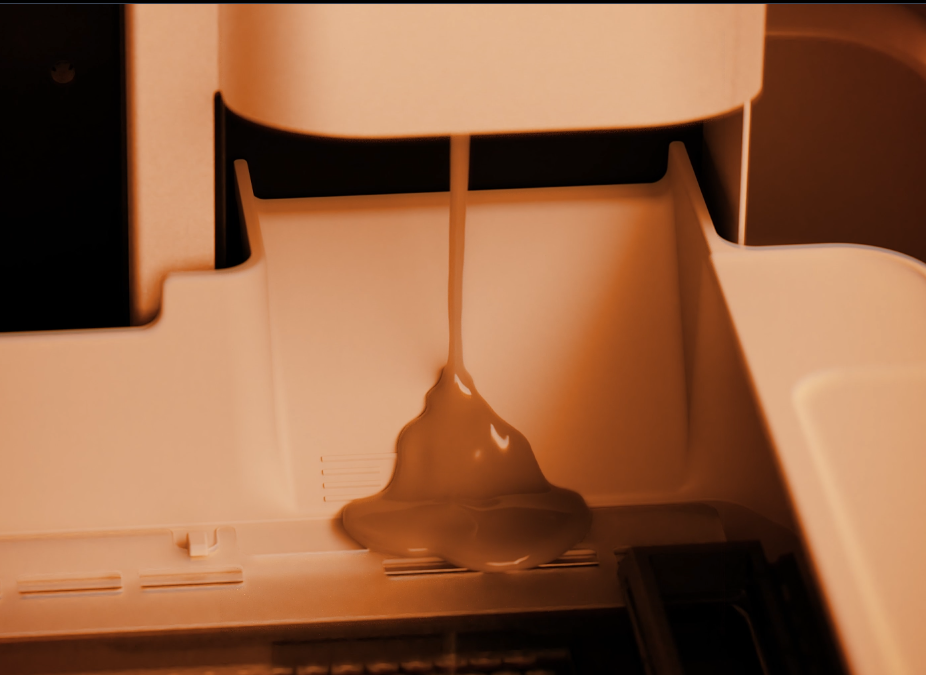
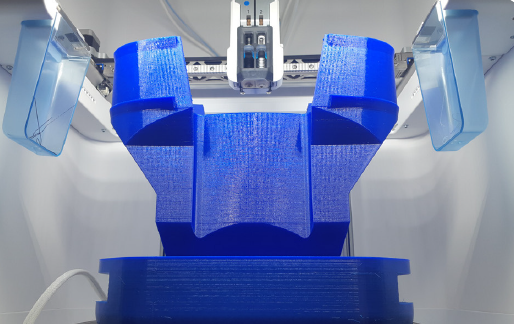
再設計された押し出しトレイン
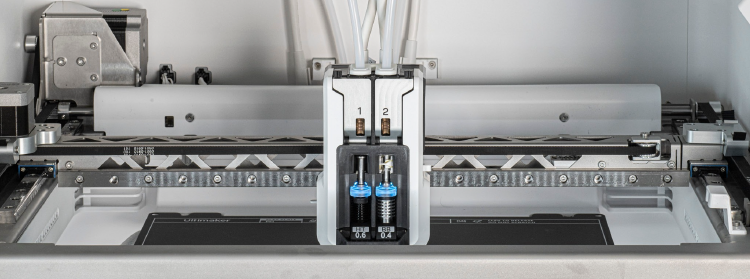
全く新しいHブリッジガントリーとダイレクトドライブエクストルージョンプリントヘッドの組み合わせにより、高速移動にも関わらず位置精度±0.2 mm、UltiMaker検証済み材料で公称長さの±0.2 %を実現します。
これにより、複数材料使用時のプリントが他社より高速になることを実現し、柔軟性や強度のある部品をすばやく造形できます。
手間のかからない材料管理
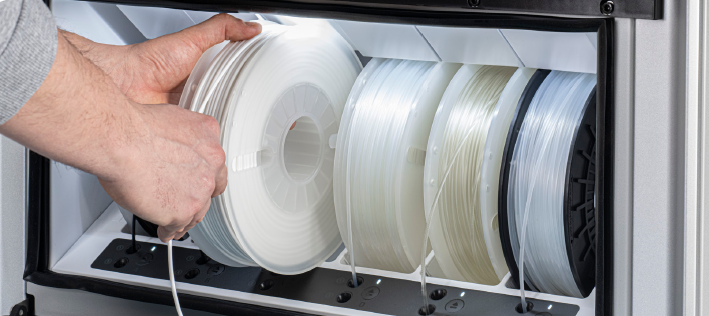
新開発の自動材料保管・管理システムにより、スプールを確実に管理することができます。内部チャンバーは10%以下のRHに保たれているため、最大6キログラムのフィラメントを完璧な状態に保ち、連続プリントを行うことができます。
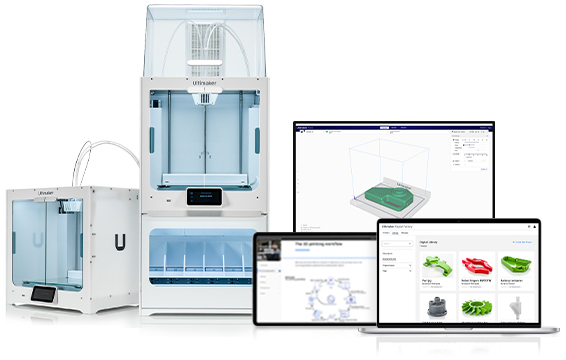
UltiMaker CuraとDigital Factoryで簡単、安全でスムーズな業務環境を提供
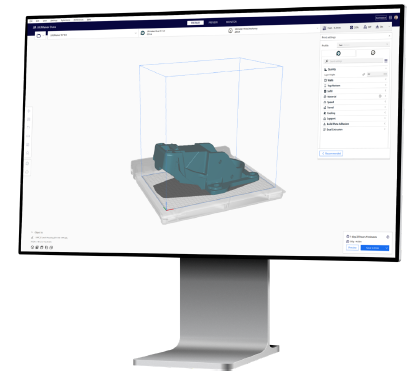
UltiMaker Cura当社のソフトウェアは、強力なスライスエンジンでAM業界をリードしています。ネイティブCADファイルを含む様々な種類のファイルを直接インポートし、
事前に調整されたアプリケーションインテントプロファイルで素早くスライスすることができます。
また、Curaには次のような特徴もあります。
– 調整を行うための400以上の設定
– 材料のインターロックにより、複数の材料を自由に組み合わせることができます。
– 小ロット生産に最適なシーケンシャル印刷
– 印刷体験を常に向上させる定期的なアップデート
共有ワークスペース、役割分担、デジタルライブラリによるファイル管理により、印刷スケジュールの調整も簡単です。
すべてのFactor 4のライブHDカメラフィードと進捗状況およびステータス更新により、ダウンタイムなしで複数のプリンタで複数の印刷を処理することができます。
デジタルファクトリーには以下も含まれます。
– レビューとフォーキャストのための詳細な分析(CSVエクスポート付き)
– プリンタのメンテナンスタスクの概要と履歴
– 再印刷せずにジョブを再印刷するための安全なリモートコントロール
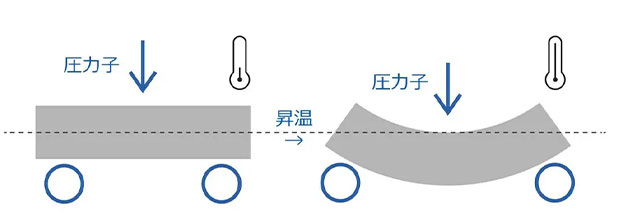
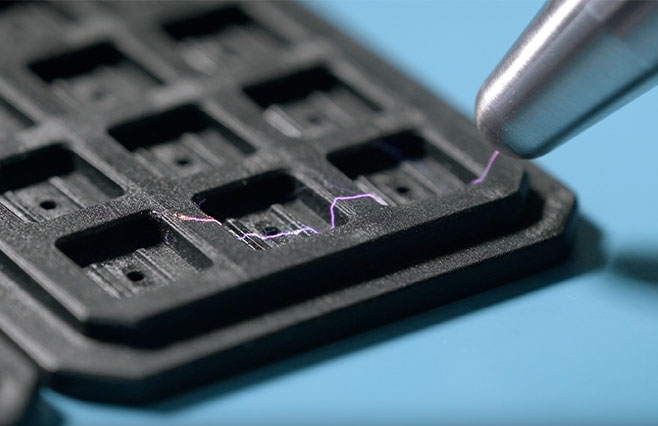
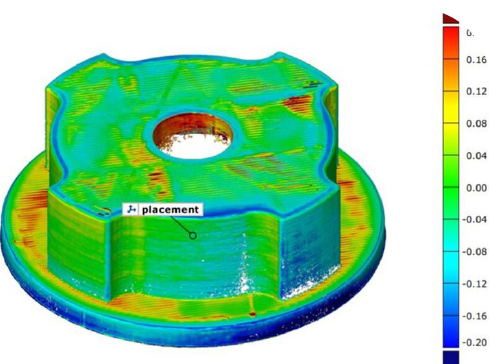
オンボード構造完全性検証
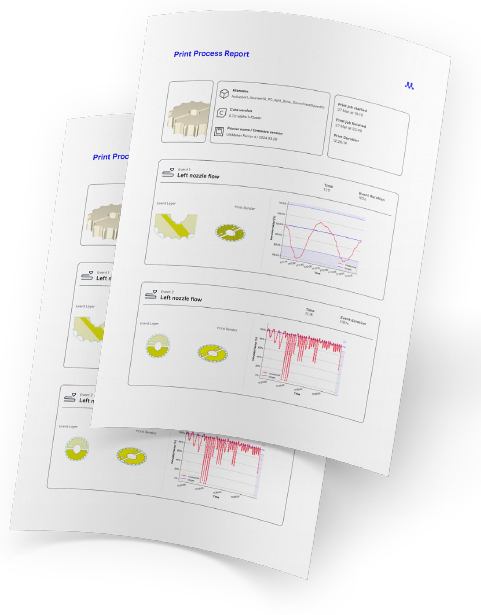
すべてのプリントジョブの後、公称値からのエクストルージョンパラメータの逸脱、その位置、および3Dモデルでの深刻度に関する詳細なレポートを受け取ります。プリントヘッド、ビルドチャンバー、
材料ローディングシステムにある一連のセンサーを使用することで、このプリントプロセスレポートは、現場で使用する前にパーツの品質を確認し、検証するのに役立ちます。
お客様の声を集めたモジュール式
一部に修理が必要になった場合でも、生産停止時間を短縮することができます。
UltiMaker Factor 4のサービスプランでは、世界中どこでも専門の技術者が迅速に故障した部品を別の部品に交換することができるため、可能な限り早く再稼働させることができます。
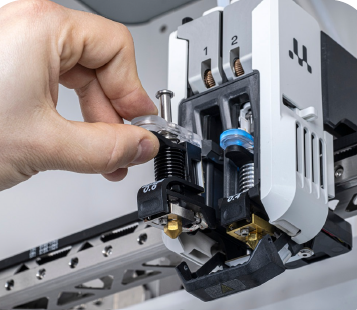
最適なプリントコア
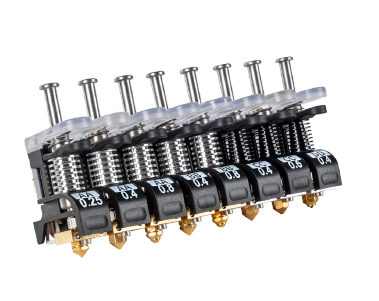
商品ペUltiMakerプリントコアは、クイックスワップ設計とEEPROMチップを採用しています。Curaによって認識され、あらゆる印刷ジョブの要件に合わせて工具なしで素早く交換できるため、作業効率が向上し、ダウンタイムが減少します
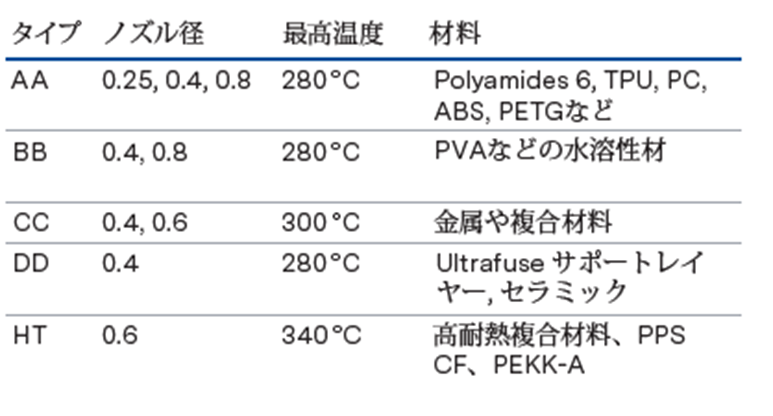
プリントコアの種類
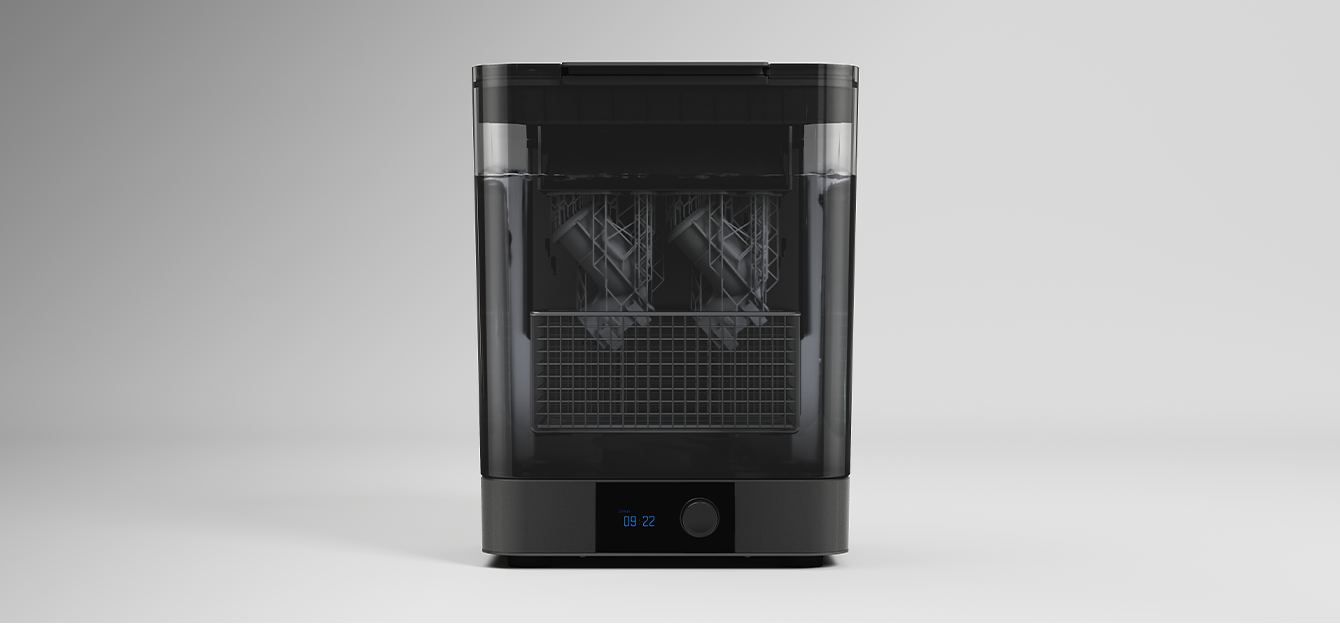
UltiMaker Factor 4をサポートする安全で機能的なプリンタステーション

メンテナンスや移動と輸送に便利で最小限の床占有と操作性を完備しています。
ロック可能な引き出しで、18個のスプールとアクセサリーを収納できます。