Categories
高精度かつ灰分の少ないインベストメント鋳造用原型を3Dプリントで内製



Brule Inc.(本社:東京台東区、最高経営責任者:Douglas Krone、以下「Brule」)、株式会社 虎屋(本社:東京港区、代表取締役社長:黒川光晴、以下「虎屋」)、および東京大学大学院工学系研究科国際工学教育推進機構 ものづくり部門(所在地:東京都文京区、部門長:大竹豊、以下「ものづくり部門」)は、2024年6月より、3Dプリンタ・3Dスキャナを活かした共同プロジェクトを開始いたします。



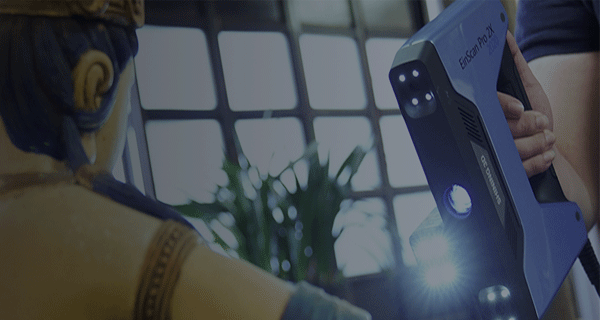
本プロジェクトは、虎屋、ものづくり部門、およびBruleが共同で展開いたします。虎屋の歴史と菓子づくりの技術、ものづくり部門の技術的知見、そしてBruleの最新3Dプリンタの提供と3者が持つ強みを本プロジェクトに活かします。
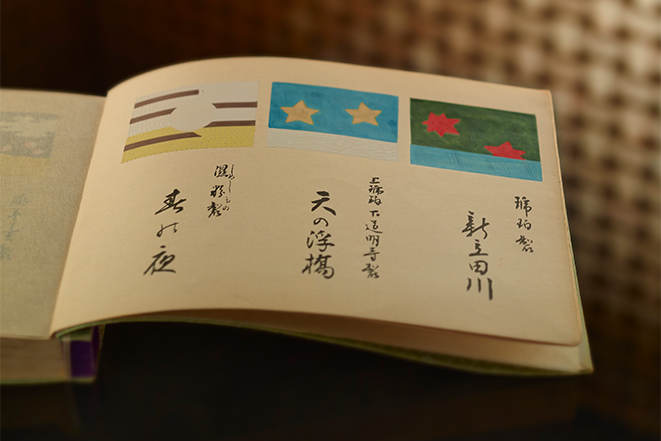
虎屋が保有する史料である『菓子見本帳』(今日の商品カタログにあたるもの)に描けれた100年以上前の菓子を再現する、従来の菓子型を精密な意匠はそのままに様々なサイズで作成するなど、和菓子における表現の可能性を広げてまいります。

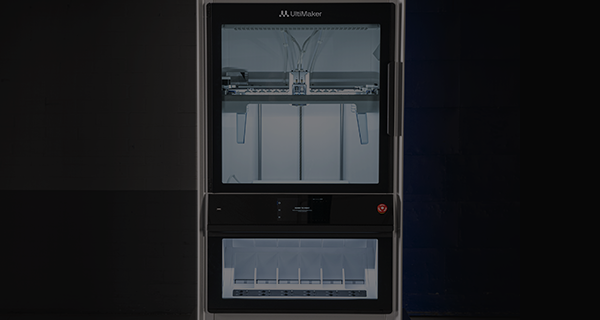
Brule Inc.は2006年に設立され、2024年現在、日本国内に様々なデスクトップ・インダストリアル3Dプリンティングの販売を通じてモノづくりのソリューションの提案をさせていただいております。また2023年には東京大学大学院工学系研究科と連携して3DPATCを開設し、自社販売のものだけなく、AM技術の普及を行っております。詳細は当社ホームページ https://www.brule.co.jp/ をご確認下さい。
Brule Inc. マーケティング部 シニアマネージャー
尾崎大介
〒110-0011 東京都台東区三ノ輪1-28-10 丸嶋ビル 8F
mail:d-ozaki@brule.co.jp
TEL:03-6803-0563
虎屋は室町時代後期に京都で創業し、五世紀にわたり和菓子屋を営んでまいりました。「おいしい和菓子を喜んで召し上げって頂く」という経営理念のもと、大地、生産者、お客様、そして、私たちをひとつながりに考え、未来に向けた取り組みを続けております。詳細は公式ホームページ https://www.toraya-group.co.jp/ をご確認ください。
株式会社 虎屋 マーケティング部 広報
〒107-8401 東京都港区赤坂4-9-22
mail:pr@toraya-group.co.jp
ものづくり部門は、東京大学大学院工学系研究科の一部として、経験豊かな職員によるものづくりのアドバイスや3Dプリンタなどの高精度機器を提供し、学生や研究室を支援する部門です。2023年度より、3DPATCとしてBrule Inc.様と共に学外の企業にも3Dプリンタ、3次元計測機器などを用いたものづくり支援を行っております。詳細は部門ホームページ https://www.pjcenter.t.u-tokyo.ac.jp/index.html/をご確認ください。
東京大学大学院工学系研究科国際工学教育推進機構 ものづくり部門
技術専門職員 矢口 雄大
〒113-8656 東京都文京区本郷7丁目3-1 東京大学工学部5号館434号室
mail:yaguchi-yuta@g.ecc.u-tokyoac.jp
TEL:03-5841-7902
Brule Inc. マーケティング部 | mail:marketing@brule.co.jp | TEL:03-6803-0563