3D プリントは、従来の製造技術で作られたものよりも手頃な価格でカスタマイズ可能な機能的部品を造形するために無限の可能性を引き出します。
ただし、造形する材料を特定の条件に合わせて慎重に選択する必要があります。
最近リリースされたUltiMaker PET CF は、優れた強度、剛性、耐熱性を備えた炭素繊維複合材料であり、高性能部品の作成に最適です。
PET CF は、UltiMaker がさらに性能を高めるために強化できる最初の材料です。PET CF はアニール処理を考慮して設計、試験されています。
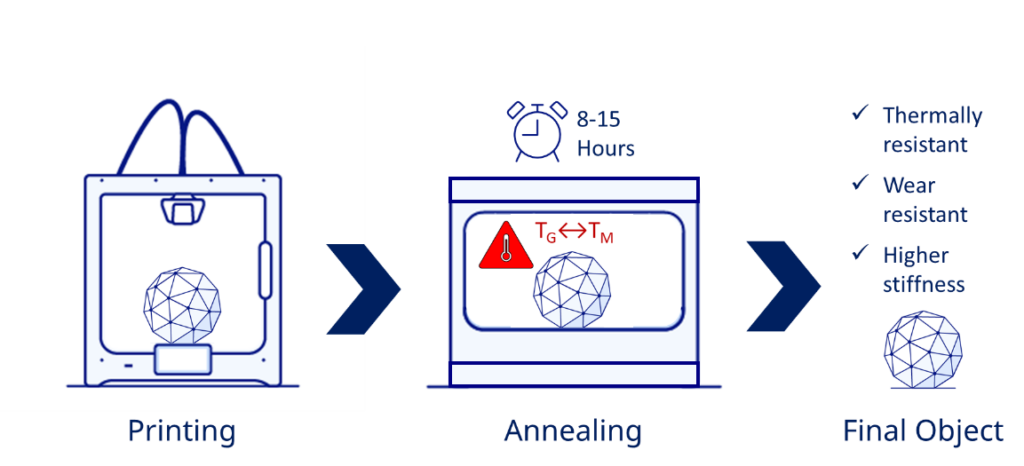
アニール処理は、3D プリントで造形された部品を改良し、構造の完全性と耐久性を高める後処理工程です。
このガイドでは、PET CF 部品をアニーリングする利点について説明し、その方法について説明します。
アニール処理
アニール処理は、応力を緩和し、延性を高め、材料特性を改善するために冶金学やガラス製造で伝統的に使用されている熱処理工程です。
基本原理は、専用のオーブンを使用して材料を特定の温度まで加熱し、その後、制御しながら冷却することです。
3D プリントされた部品、特に PET CF やナイロンなどの半結晶性材料で作られた部品にアニール処理を適用すると、引張強度、剛性、耐熱性などの機械的特性が向上します。
アニール処理の結果は、使用する材料によって異なります。
このため、後処理工程が複雑になり、予期しない結果が生じる可能性があります。
ただし、UltiMaker PET CF は、アニーリングを念頭に置いて特別に設計されています。
UltiMaker PET CF をアニール処理する必要があるのはなぜか?
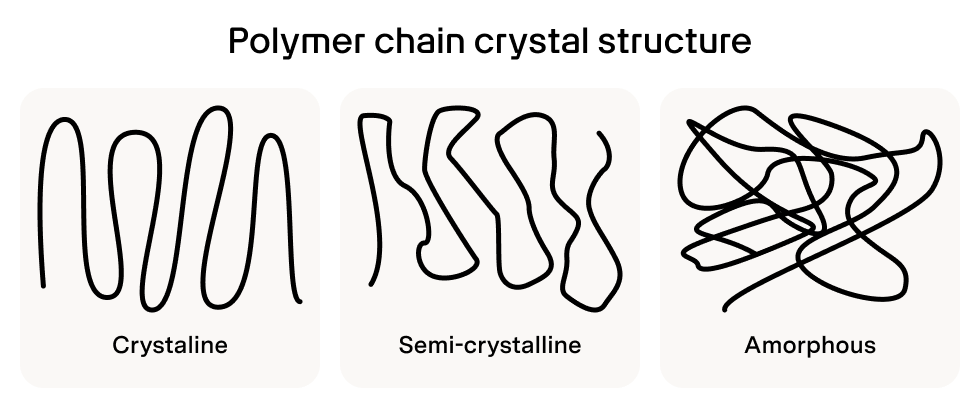
PET CF は半結晶構造のため、アニーリングに特に適しています。
ABSやPETGなどの多くの 3D 印刷ポリマーは非晶質構造で、ポリマー鎖が無秩序に配列されています。
分子レベルでは、例えるとボウルに入ったスパゲッティに類似しており、結晶構造は整然とした鎖で構成されており、強度特性が向上します。
PET CF などの半結晶材料は、ガラス転移点まで加熱することで結晶化でき、ポリマー鎖がより整然として強度が増します。
PET CF の適合性と、開発中に実施した広範なテストおよび検証を組み合わせることで、PET CF はアニーリングに最適な材料となっています。
この記事のガイドラインに従えば、より強度が高く、剛性が高く、耐熱性に優れた部品が完成します。
PET CF 技術データ シートは、標準版とアニール処理版の両方の材料の性能数値も記載されているため、最終的な部品の性能を知ることができます。
これらの数値に基づくと、次のようなパフォーマンスの向上が期待できます。
- 強度が30%増加
- 剛性10%向上
- 耐熱性が80℃から180℃に向上
これらの改善は非常に大きく、PET CF は、コストのかかる従来の製造技術を使用して作成された金属および炭素繊維部品の有効な代替品となります。
ただ、強みと同時に弱みも存在しておりアニール処理の欠点と避けるべき環境について簡単に説明します。
部品をアニール処理する際の欠点
1つ目はまず、部品がわずかに収縮します。
また加熱中に部品が反ったりたわんだりする可能性もあります。
しかし、これらの問題は両方とも補正できます。
その方法については、このブログの次の段落でご説明いたします。
2 つ目の欠点は、部品の特定の機械的特性の一部が低下することです。
特に、耐衝撃性と Z 方向の接着抵抗が低下し、引張強度が約 15% 低下することがあります。
このため、最終的な部品が力が加えられる方向で弱くならないように、造形中に部品をどのように方向付けるかを慎重に検討することが重要です。
PET CFのアニール処理
部品のアニール処理を成功させるには、すべてのステップで要件を考慮する必要があります。
これは、3D モデルの選択 (または設計) から始まります。
アニール処理は、壁が薄いモデルではうまく機能しません。
最良の結果を得るには、厚さが 4 mm 未満の壁を避け、部品設計のベスト プラクティスに従うようにしてください。
次に、部品をスライスするときに、収縮プロセスを補正する必要があります。
PET CF の場合、アニーリング中に発生する収縮は、XY 軸で – 0.3%、Z 軸で – 1.7% です。
部品を拡大することで手動で補正できますが、UltiMaker Curaを使用する場合はそれは必要ありません。
代わりに、専門的に調整されたアニーリングインテントプロファイルを選択すると、関連する補正が自動的に適用されます。
最後に、造形品に大きなオーバーハングやブリッジがある場合は、サポートが使用されていることを確認する必要があります。
これは、これらの細部がたわむ可能性があるためです。
通常のサポート (PET CF で印刷されたサポート構造) または UltiMaker Breakaway サポート材を使用したサポート材を選択できます。
アニーリング プロファイルを選択したら、パーツをスライスして印刷できます。パーツをプリンターから取り外すときは、ビルド プレートから取り外さないでください。
パーツは、印刷されたときと同じ向きでアニーリングする必要があるためです。
ビルド プレートに取り付けたまま印刷物をアニーリング オーブンに入れると、サポートが所定の位置に留まり、これを簡単に実行できます。
アニーリング オーブンでは、フレックス プレートとガラス プレートの両方を使用できます。
アニーリング用に設計されたオーブンであればどれでも使用できますが、Binder FP115などの高品質のプロ仕様の機械をお勧めします。
オーブンのプログラミング
オーブンの電源を入れる前に、アニール処理にどのくらいの時間がかかるかを決める必要があります。
部品の最も厚い部分を測定すれば、この作業ができます。アニール処理時間 (時間) は、厚さ (mm/2) です。
部品の厚さが 4 mm だとすると、アニール処理温度で 2 時間アニール処理する必要があります。
アニール処理オーブンのプログラミングの詳細は、オーブンのユーザー マニュアルに記載されています。
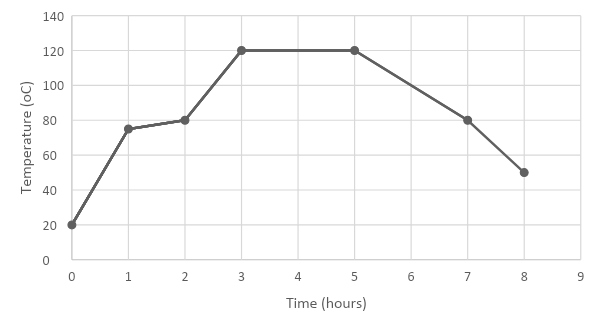
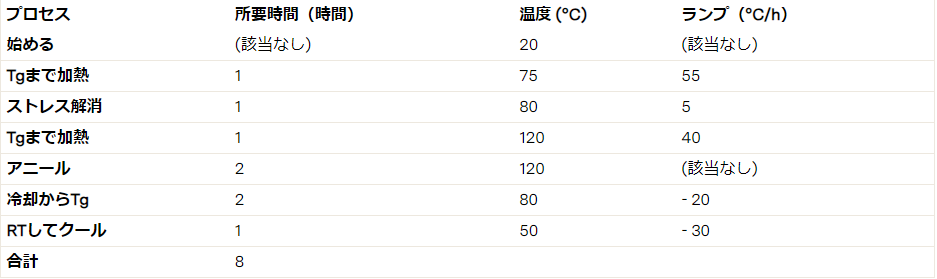
厚さ 4 mm の PET CF サンプルの検証済みアニーリング プロファイルを以下に示します。
特性の好みに応じて、さまざまなアニーリング温度 (Tc) を決定できます。
また、温度が高いほど、部品の熱抵抗は高くなりますが、剛性は低下し、収縮が大きくなります。
最適な結果を得るには、加熱/冷却ランプを維持することをお勧めします。
対象物が冷却され、オーブンから取り出されると、アニール処理が完了し、造形品は使用可能になります。
必要に応じて、サンディング、研磨、コーティングなどの通常の後処理工程を行いましょう。
アニール処理の要約
部品のアニールに必要なすべての手順を簡単にまとめると次のようになります。
- 適切な造形品を選択(薄壁なし)
- Z軸抵抗を考慮して、Curaでパーツを正しく配置
- アニーリングインテントプロファイルを選択
- 必要に応じてサポートを使用
- パーツをスライスしてプリント
- 部品を測定してアニール処理の時間を決定
- 造形と同じ向きで部品をアニーリングオーブンに挿入
- アニール処理した部品をオーブンから取り出し、必要に応じて後処理
アニール処理は複雑なプロセスのように思えるかもしれませんが、UltiMaker PET CF を使用すると、これまで以上に簡単になります。