S7 3Dプリンター向けに最適化・調整済み
PET CFとUltimaker S7およびSシリーズプリンターとの完全な統合により、スムーズなコンポジット印刷体験をお楽しみいただけます。NFC搭載スプール、Print Core CC、Ultimaker Curaでのインテントプロファイルなどが含まれます。
PET CFとは?
UltiMaker PET CFは、ポリエチレンテレフタレート(PET)にカーボンファイバーを配合した材料です。PETGと同様の信頼性の高い印刷性能を持ちつつ、剛性、耐薬品性、耐熱性(アニール後最大180°C)が強化されています。そのため、機能的な試作品や製造用治具など、産業用途の3Dプリントに最適なコンポジット材料です。
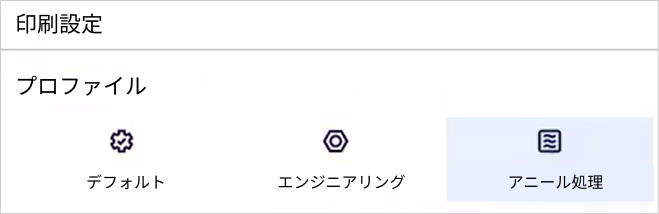
ヒント: UltiMaker PET CFを最適化された印刷プロファイルで使用するには、UltiMaker Curaバージョン5.4以降が必要です。最新版のCuraはこちらからダウンロードできます。
UltiMaker PET CFは他のUltiMaker材料とどう違うのか?
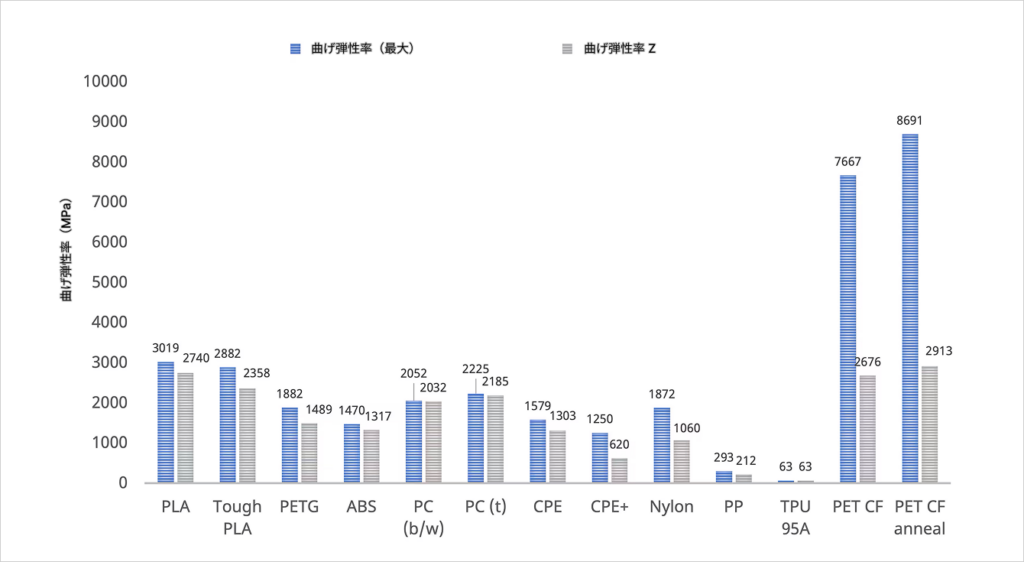
UltiMaker PET CFの一番の強みは、アニール後に得られる高い剛性と耐熱性です。他のUltiMaker素材と比べても、プリント品質と信頼性をしっかり保ちながら、性能アップが期待できます。
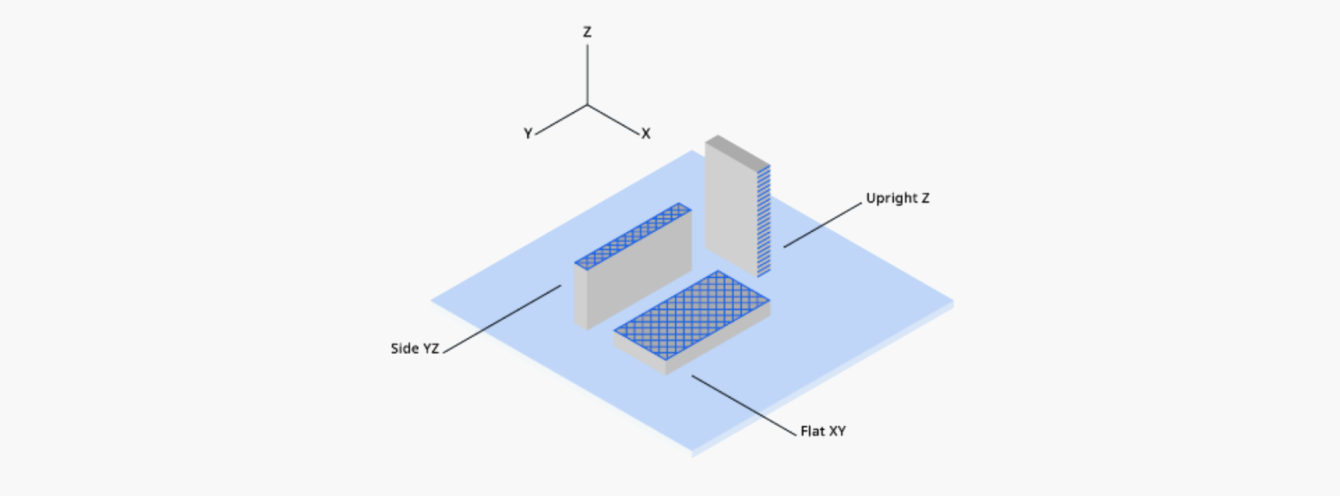
特に繊維が通っている側面(YZ面)では、曲げ弾性率が約9 GPaにまで達します。
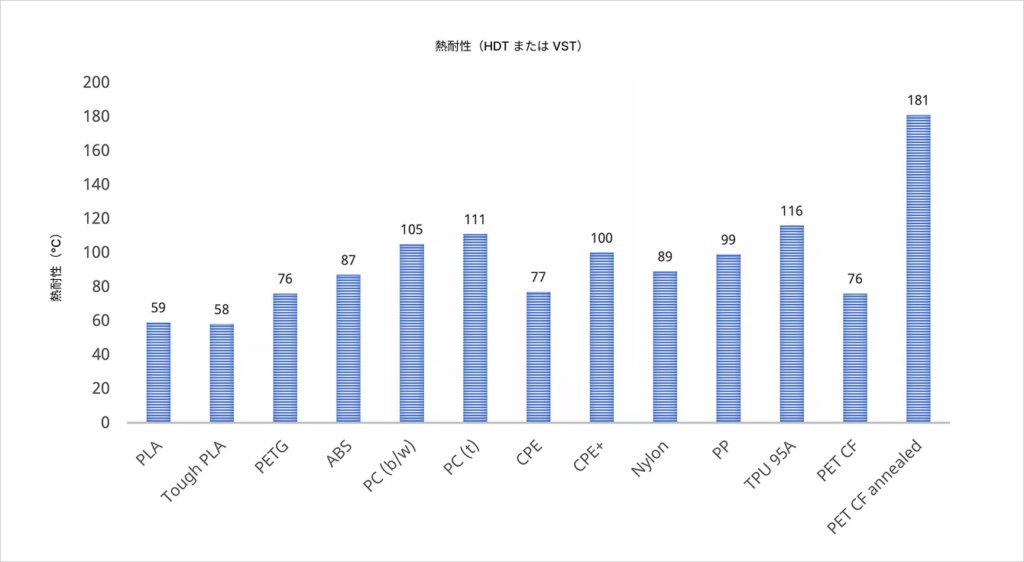
アニール後の耐熱性は181°Cです。アニールに関する詳細は以下をご覧ください。
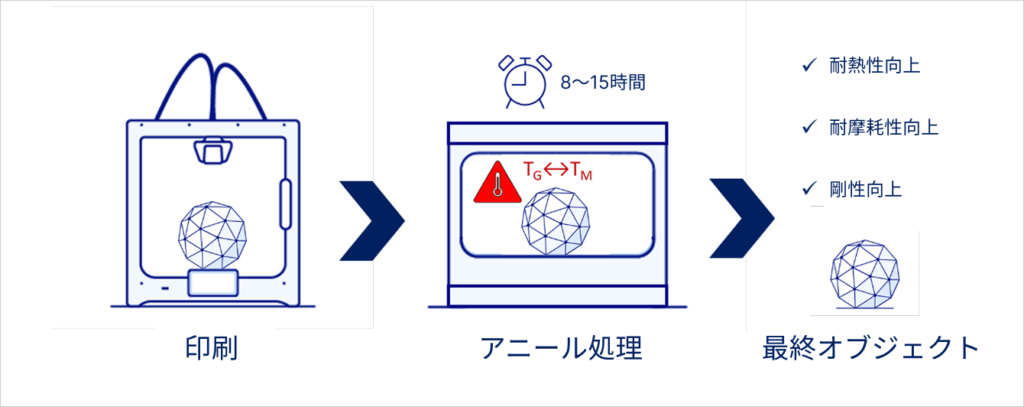
PET CF 3Dプリント部品のアニール方法
PET CF部品をアニール処理することには、主に2つの利点があります。
- 機械的特性が向上します(剛性+10%、強度+30%)。
- 耐熱性が向上し、HDT(熱変形温度)が約80℃から約180℃に増加します。アニール処理は、PET CFを完全な準結晶状態に変換するものです。
アニール処理の欠点として、プリントされた部品が若干収縮することがあります。UltiMaker Curaでは、この収縮を補うために部品を少し大きくすることができます(PET CFの典型的な収縮率は、XY方向で-0.3%、Z方向で-0.9%です)。この補正は、アニール用プロファイルを選択することで自動的に適用されます。
必ずサポート材料を選択してください。これにより、プリント中やアニール中に部品がたわむのを防ぐことができます。アニール時には、セルフサポート(PET CFサポート)またはBreakawayサポートを使用することが可能です。
PET CF部品は、ビルドプレートに取り付けたままで、バインダー(または他のブランド)のオーブンに入れてください。部品は印刷時と同じZ方向に配置することが極めて重要です(オーブン内で部品を回転させたり反転させたりしないでください)。これを怠ると、収縮に悪影響を与える可能性があります。
オーブンをセットしましょう
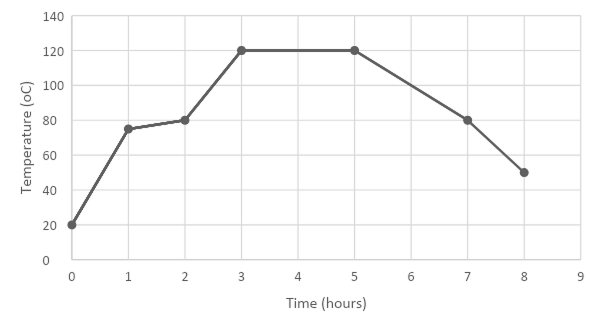
以下に示すのは、厚さ4mmのPET-CFサンプルに対して検証されたアニールプロファイルです。材料特性の要求に応じてアニール温度(Tc)を変更することは可能ですが、最良の結果を得るためには加熱・冷却時の温度変化を緩やかにすることが望まれます。高温でのアニールを行う場合、アニール時間も長くなる点にご注意ください。
Binder FP115用のプロファイルは、こちらからダウンロードできます。
| プロセス |
時間 (h) |
温度 (°C) |
ランプ (°C/h) |
| 開始 |
N/A |
20 |
N/A |
| Tgまで加熱 |
1 |
75 |
55 |
| Tcまで加熱 |
1 |
120 |
40 |
| アニール |
2 |
120 |
N/A |
| Tgまで冷却 |
2 |
80 |
-20 |
| 常温まで冷却 |
1 |
50 |
-30 |
| 合計 |
8 |
— |
— |
オーブンから取り出し、十分に冷却された時点でアニール処理は完了となり、部品は使用可能な状態になります。必要に応じて、研磨・ポリッシュ・コーティングなど、通常の後処理を施すことが可能です。
互換性
| プリンター |
対応プリントコア |
| UltiMaker Factor 4 |
CC 0.4、CC 0.6、HT 0.6 |
| UltiMaker S7(およびPro Bundle) |
CC 0.4、CC 0.6 |
| UltiMaker S5(およびPro Bundle) |
CC 0.4、CC 0.6 |
| UltiMaker S3 |
CC 0.4、CC 0.6 |
PET CFプリントのヒントとコツ
密着性(Adhesion)
確実な密着性を得るため、またガラスプレートの欠けを防ぐために、UltiMaker S3またはS5ではガラスプレートに付属のUHUスティックのりを薄く塗布してください。UltiMaker S7のフレキシブルビルドプレートではのり付けの必要はありません。ただし、大型プリント時には「3DLAC Plus」を使用することで密着性を高めることができます。UltiMaker PET CFを使用する際に追加のアクセサリーは不要です。
プリント環境と乾燥方法
PET CFは印刷が容易な材料であり、安定したプリント環境を作るために特別なアクセサリーは必要ありません。外部からの風を防ぎ、安定した環境を維持するために、プリント中はガラスドアを閉じたままにしてください。フィラメントが湿気を吸収した場合は、湿気のレベルに応じて70°Cで4〜16時間の乾燥処理を行ってください。
PET CFのZ方向強度を高める方法
複合材料は性能に大きな異方性(方向依存性)があります。そのため、部品の向きを適切に設定することが非常に重要です。PET CFには複数のサポートオプションがあるため、パーツの配置や方向は慎重に検討してください。荷重が材料の押出ラインに沿ってかかるように配置することが重要です。Z方向に荷重がかかるような設計は避けましょう。Z方向の機械特性は、無強化のPETと同程度にとどまる傾向があります。
ヒント: 問題を避けるために、最も大きな力がかかる方向がXY平面になるようにモデルを配置してください。
Z方向の強度を高めるためのその他の推奨事項
設計ガイドライン
3Dモデルは、性能を最大限に引き出せるように設計してください。壁の厚さは最低2mm、推奨は4mm以上です。リブ(補強リブ)やガセット(補強板)などを追加することで部品性能を向上させる方法については、モデル設計ガイドラインも参照してください。
ファンの速度
UltiMaker Curaでは、**「ファン速度」および「最大ファン速度」を0%または5%**に設定してください。
※この設定により寸法精度が若干低下する場合があります。
空気の流れ
外部からの強い空気の流れ(換気や空調など)は避けてください。
プリント順序
単一押出で複数のモデルを印刷する場合、UltiMaker Curaで**「一度に1つずつ」(Print Sequence: One at a Time)を選択してください。
※この設定を有効にするには2番目のエクストルーダーを無効化する必要があります。
※この方法は、モデルのZ方向の高さがプリンタのガントリー高さ未満**(Sシリーズの場合は55mm)である場合に限り使用できます。