電子機器製造に適切な材料『xESD』

3D プリンティングの分野では、イノベーションこそが命であり、最近の最もエキサイティングな開発の 1 つは、xESD 静電気拡散樹脂の導入です。この革新的な素材は、Nexa3D プリンターと組み合わせることで、電子機器メーカーが生産ラインや現場で敏感な部品に生じる静電気放電による損傷のリスクを軽減するのに役立ちます。
ESD 部品の印刷の威力をさらに深く探るため、静電気拡散性樹脂の大手メーカーであり、Nexa3D の xESD パートナーでもあるMechnanoのアプリケーション & テクノロジー担当ディレクター、Olga Ivanova 博士に話を伺いました。

オルガ・イワノワ博士は、付加製造分野で 10 年以上の経験を持つ研究者です。彼女の付加製造分野の研究開発には、軍服を製造するための繊維の溶融フィラメント製造、新生児医療機器の製造のための放射線硬化性シリコーンの開発、デコイフレア用の花火組成物の改良と 3D 印刷を可能にすることなど、さまざまなことが含まれます。
Q1: 静電気散逸性 3D プリント樹脂とは何ですか? また、従来の 3D プリント材料とどう違うのですか?
従来の3D プリント材料と静電気拡散性材料の主な違いは、その電気的特性にあります。ポリマーは本質的に絶縁体であるため、電気を伝導できません。静電気拡散性樹脂には導電性フィラーが含まれており、静電気を徐々に地面に拡散させ、静電気の蓄積を効果的に防ぎます。
絶縁部品における静電気の蓄積は、さまざまな用途で問題を引き起こす可能性があります。静電気の蓄積と突然の放出は有害であり、電子機器、機械部品、可燃性物質に危害や悪影響を及ぼす可能性があります。

Q2: 静電気散逸性 3D プリント樹脂を使用する主な利点は何ですか?
静電気拡散性 (ESD) 樹脂には数多くの利点があり、静電気放電のリスクが重大な懸念事項となっている業界では大変貴重です。ESD 樹脂は比較的新しいものですが、ESD 熱可塑性樹脂 (フィラメントや粉末を含む) は以前から使用されています。これらの熱可塑性樹脂は、自動車の燃料システム、石油・ガス事業、電子機器用のマイクロチップや回路の製造など、火花の発生が壊滅的な結果につながる可能性がある用途で広く使用されています。
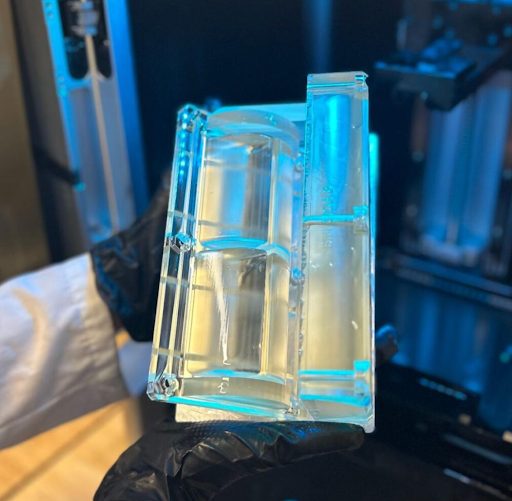
ESD フィラメントや粉末とは対照的に、ESD 樹脂は高精度を実現する優れた能力を発揮します。XiP Pro は、射出成形や精密機械加工に匹敵する解像度を提供します。さらに、得られる表面仕上げは卓越しており、複雑な部品の詳細を極めて精巧にレンダリングでき、製造速度は従来の製造技術よりも高速です。

Q3: ESD 樹脂にはさまざまな種類がありますか? Mechnano と Nexa3D の xESD 樹脂は市場でどのような特徴がありますか?
はい、さまざまな種類の ESD 樹脂が販売されていますが、それらを区別する重要な要素は、含まれる導電性フィラーです。市場にある比較的安価な ESD 樹脂には、凝集したカーボン ナノチューブ (CNT) が組み込まれているのが一般的です。CNT は優れた強度や導電性などの優れた特性を備えていますが、製造プロセス中に凝集したり束になったりする傾向があります。この凝集状態では、CNT は優れた特性をポリマーに完全に伝達できません。その結果、カーボン ブラックに匹敵する性能が得られますが、コストはかなり高くなります。
Mechnano と Nexa3D の xESD 樹脂は、凝集することなく樹脂全体に均一に分散する機能化された個別のカーボンナノチューブ (CNT) を使用している点が際立っています。これにより、ビルド方向に関係なく、印刷された部品の各層に一定量の CNT が含まれることが保証されます。「D’Func」として知られるこの技術は、優れた ESD 性能を実現するだけでなく、引張強度、耐衝撃性、降伏強度などの機械的特性も向上させます。
Q4: 静電気拡散性 3D プリント樹脂が特に有益な特定の業界や用途はありますか?
もちろんです。電子機器製造業界は、ESD 樹脂の使用から大きな恩恵を受ける業界の代表的な例です。この分野では、ESD 規格の遵守が極めて重要です。集積回路やマイクロチップは繊細な性質を持っているため、わずかな静電気放電でも部品に深刻な損傷を与える可能性があります。そのため、静電気の侵入を防ぐために、さまざまな予防措置が実施されています。これらの対策には、ESD 準拠の靴、接地された机、イオン化された空気の利用が含まれます。
通信、輸送、防衛、宇宙、家庭用電化製品、医療機器など、さまざまな業界でこれらのコンポーネントの使用が急増しているため、ESD 準拠の部品に対する需要が高まっています。これまで、メーカーはさまざまな用途で静電気拡散性の機械加工部品や金型部品に頼らざるを得ず、リードタイムの延長や法外なコストが発生していました。XiP Pro と組み合わせて使用される xESD 樹脂は、ESD 準拠の部品の迅速な製造を容易にすることで、この課題に効果的に対処します。このソリューションは、新製品の開発や短期生産に非常に有利であることが証明されており、従来の方法の欠点を効果的に排除します。
Q5: Mechnano の静電気拡散性樹脂を使用して 3D プリントする際に最良の結果を得たいユーザーに対して、ヒントやアドバイスを提供できますか?
特定の ESD 樹脂を使用する際に顧客が注意すべき点はありますか?
ヒント #1:パーツの設計と構築のセットアップを開始する前に、必ず Nexa3D の設計ガイドを確認してください。これにより、生産速度を最適化し、パーツの品質を向上させて、可能な限り最高の結果を得ることができます。
ヒント 2: xESD 樹脂に CNT が含まれていると、粘度が高くなります。粘度が高くなると、洗浄プロセス中に止まり穴、中空チャンバー、または内部チャネルのある部品から余分な樹脂を除去するときに問題が生じる可能性があります。このようなシナリオでは、閉じ込められた樹脂を効果的に洗い流すために、短い超音波浴槽サイクルを使用することをお勧めします。
ヒント 3:薄くて平らな部品を後硬化すると、望ましくない変形や反りが生じる可能性があります。そのため、後硬化プロセス中にリブを組み込んだり、部品を拘束したりすることを強くお勧めします。
ヒント #4: xESD に統合された個別の機能化 CNT により、一貫性のある安定した分散が保証されます。代替 ESD 樹脂を使用する場合は、CNT の凝集と沈殿が容器内で発生する可能性があるため、注意することをお勧めします。
ヒント #5:サポートが必要な場合は、遠慮なくNexa3D サポートにお問い合わせください。彼らは xESD 樹脂の使用に関する豊富な知識を持っており、リスクを軽減するのに役立ちます。また、発生した問題のトラブルシューティングもお手伝いします。
Q6: xESD 3D プリント樹脂を活用しているユーザーの事例はありますか?
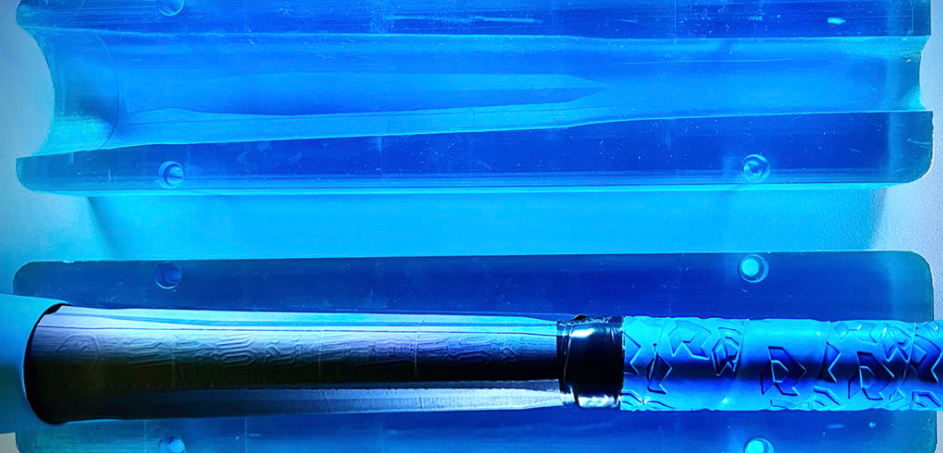
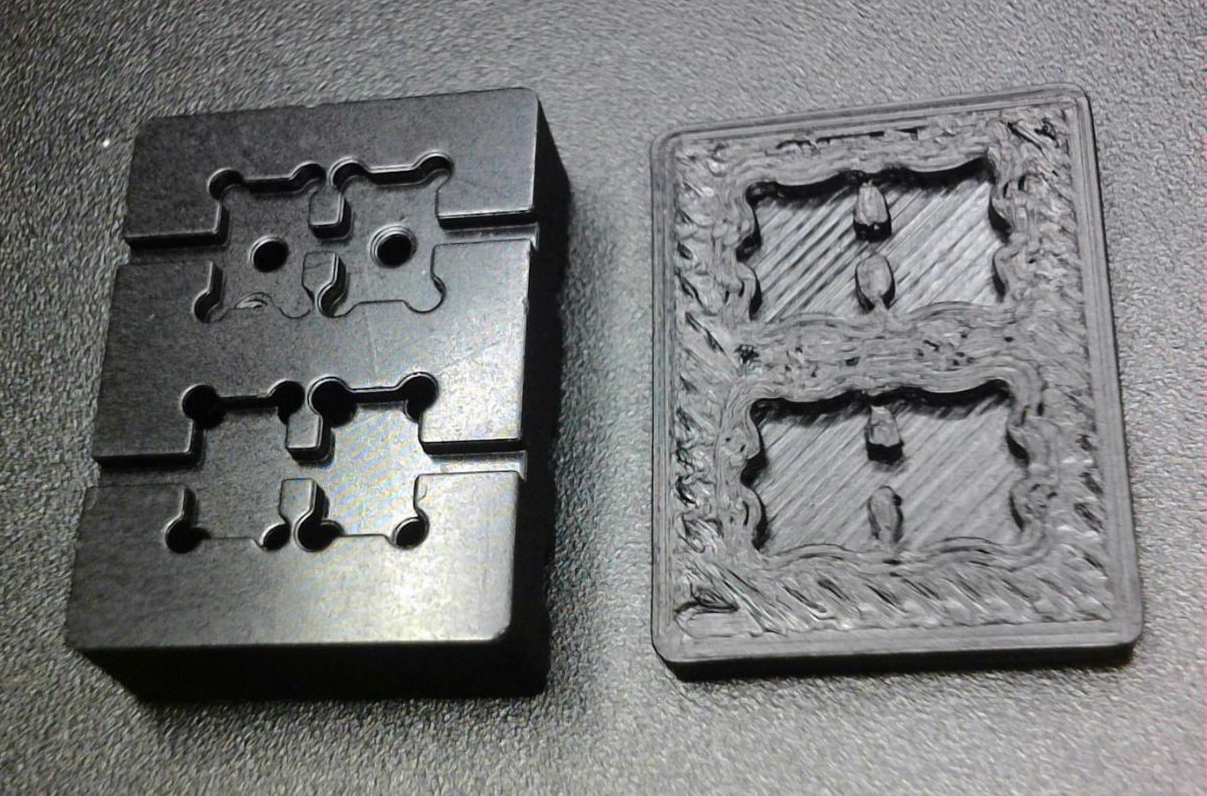
例は数多くあります。すぐに思い浮かぶのは、壊れやすい水晶振動子を扱うために精密な ESD 自動仕分けパレットを必要としていたお客様のケースです。これらの振動子のサイズは、8mm x 4mm からわずか 1.6mm x 1.0mm までさまざまです。パレットには 150 ~ 400 個のマイクロポケットが装備されており、均一な 80 ミクロンのポケット深さが求められました。特に、これらのパレットのコーナー ホールの特徴は非常に小さく、人間の目には認識できません。
顧客が最初にフィラメントベースのシステムと、Formlabs Form3+ およびフィラメント オプションのより手頃な ESD 樹脂を試した際、期待した結果は得られませんでした。しかし、XiP デスクトップ 3D プリンターで xESD 樹脂に切り替えると、驚くべき結果が得られました。Black Radel で 1 枚あたり 700 ドルもする ESD パレットの高価で時間のかかる機械加工を、効率的な社内製造に一晩で置き換えることができました。この移行によりコストが大幅に削減され、設計を反復して生産用の高品質のプロトタイプを作成できるようになりました。
まとめると、xESD 樹脂は、XiP および XiP Pro とともに、3D 印刷の状況を一変させています。この樹脂は、比類のない静電放電 (ESD) 性能、卓越した精度、および迅速な生産能力を提供します。
電子機器製造などの業界は、この技術により、より高速でコスト効率の高い ESD 準拠ソリューションが可能になるため、この技術から大きな恩恵を受けています。前述の顧客体験の例は、高精度アプリケーションにおける xESD 樹脂の驚くべき可能性を示す好例です。3D 印刷の世界が進歩し続ける中、静電気拡散性樹脂は間違いなくイノベーションの最前線にあります。