最終的に、ジェニングス氏は「強化されたユーザー エクスペリエンスと追加機能により、Form 4 は Form 3+ からアップグレードする価値があります」と述べ、「市場で最も信頼性が高く、高品質で、最も汚れにくい樹脂 3D プリンターを探している人にとって、この価格帯では Form 4 に匹敵するものはほとんどありません」と述べています。
3DPrint.comの Jay Rincher 氏にForm 4、Form Wash、Form Cure、様々な樹脂を見せて、彼の感想を聞いてみました。樹脂 3D プリントの初心者である彼は、最初は少し緊張していましたが、「ワークフローが非常にシンプルで、スライサーが非常に直感的であることがわかったので、1 時間ほどでこれらのマシンを使えるようにトレーニングできない人はいないと思います。」
リンチャー氏は、開梱、セットアップ、印刷、後処理の全プロセスを順を追って説明します。開梱とセットアップは、プリンターのタッチスクリーンに明確なプロンプトが表示されるため簡単でしたが、大型パーツの洗浄用に最大 15 リットル入る Form Wash 用のイソプロピル アルコールの調達に問題がありました。
チャン氏は趣味の部品の印刷に主に注力していますが、「樹脂プリントや 3D プリント全般に携わって長年学んだことは、反復時間、ワークフロー時間、印刷を循環させる速度が本当に重要であるということです。また、プロトタイプ作成や設計を行う場合は、モデリング ソフトウェアに費やす時間と印刷と反復に費やす時間のバランスを取る必要があります。」と述べています。
結局のところ、彼は Form 4 についてこう語っています。「これは、一日中小さなミニチュアを印刷するために作られたプリンターではありません。エンジニアリング部品、セラミック部品、シリコン部品、このエコシステムで入手できるあらゆる高級で珍しい材料を印刷するために作られたプリンターです。」
詳細を知り、会話を聞くには、Chan による Form 4 の Tested レビュー全体をご覧ください。
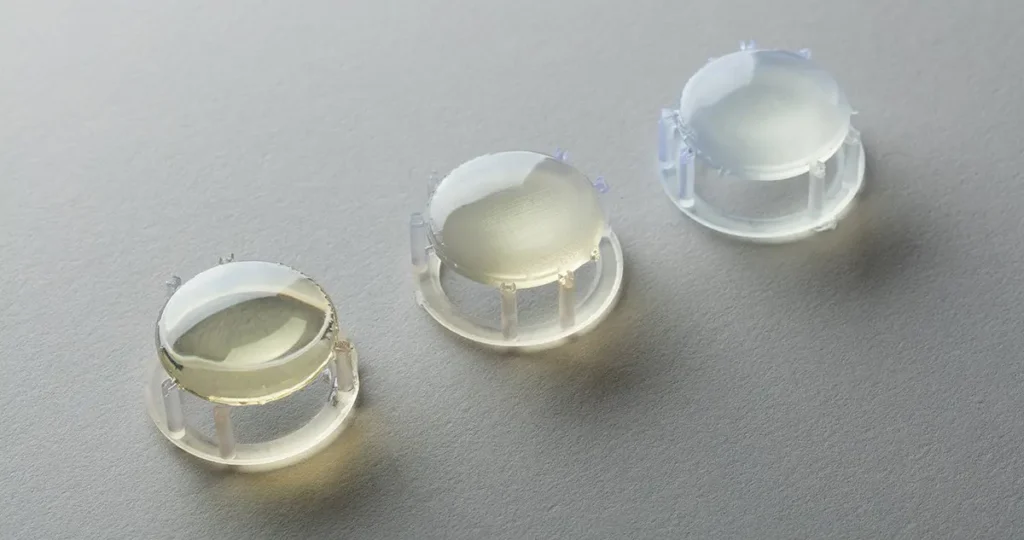
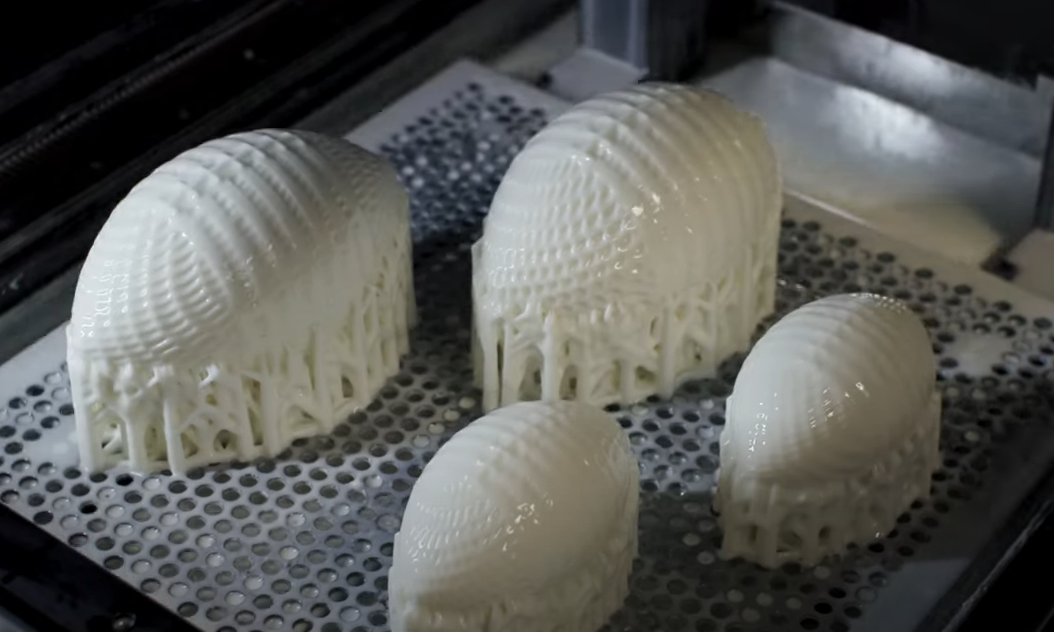
ステレオリソグラフィー (SLA) 3D プリントでは 透明な造形物を後処理によって透明にすることができます。Formlabs の最新の樹脂 3D プリンターForm 4 と大型の Form 3L は、剥離力を軽減する柔軟な樹脂タンクを使用することで透明度をさらに高め、滑らかな表面仕上げのより透明な部品を生み出します。
オルガ・イワノワ博士は、付加製造分野で 10 年以上の経験を持つ研究者です。彼女の付加製造分野の研究開発には、軍服を製造するための繊維の溶融フィラメント製造、新生児医療機器の製造のための放射線硬化性シリコーンの開発、デコイフレア用の花火組成物の改良と 3D 印刷を可能にすることなど、さまざまなことが含まれます。
Q1: 静電気散逸性 3D プリント樹脂とは何ですか? また、従来の 3D プリント材料とどう違うのですか?
Shop System は、ソフトウェアとハードウェアの完全なバインダー ジェッティング パッケージで簡単に導入できるアプローチを提供するために開発されました。Desktop Metal のLive Suite™ソフトウェアは、ユーザーが部品固有の設定を構成できる使いやすいプラットフォームで、自動ネスティングや焼結分析などの機能を使用してビルドを成功させます。
バインダー ジェッティングは、レーザー ベースのマシンよりも初期コストと運用コストが低いため、教育機関の予算にとってコスト効率の高いオプションです。ソフトウェア ガイドのワークフローと統合された冶金最適化により、Shop System は、品質を損なうことなく信頼性が高く拡張可能な金属 3D 印刷機能へのコスト効率の高い投資となります。
熱による応力除去や機械加工、その他の支持構造除去手段が不要になることで、バインダー ジェッティングは金属 3D 印刷の運用効率の高いオプションにもなります。ショップ システムは、金属 3D プリントを簡単に開始するために必要なすべての機器を備えた完全なソフトウェアおよびハードウェア パッケージとして提供されます。
金属 3D プリントの分野は絶えず進化していますが、Desktop Metal のバインダー ジェッティングはユーザー フレンドリーなエクスペリエンスを提供し、実践的な学習のための教育環境に簡単に統合できます。クラークソン大学の学生は、ショップ システムを使用して、SAE 国際クリーン スノーモービル チャレンジ (CSC) で競争力を獲得しました。バインダー ジェッティングの体験について詳しくは、ケース スタディをお読みください。
バインダージェッティングを採用する大学
多くの大学では、すでに施設にバインダー ジェッティング技術を導入しています。メリーランド大学の Terrapin Works では、学生、研究者、地元企業にサービスを提供するために The Shop System を使用しています。バインダー ジェッティングなどの新しいトレンド技術を導入することで、学術機関は学生に将来の成功のための直接的な経験を提供すると同時に、研究グループが次世代の研究開発を活用するための扉を開きます。メリーランド大学の The Shop System の経験については、このケース スタディで詳しくご覧ください。
食品向け 3D プリントというと、チョコレートを押し出してかっこいい装飾的な形にする様子を思い浮かべるかもしれませんが、実際には付加製造が業界を舞台裏で変革し、食品および飲料加工機器の安全性と生産性を高め、約600 億ドル規模の業界にまったく新しいイノベーションをもたらしています。
Discovery TV の「How it’s Made」のエピソードを見たことがあれば、固体、半固体、または液体の食品や飲料を洗浄、切断、混合、渦巻き、層状、伸張、成形、または成型する複雑な工程を目にしたことがあるでしょう。そして、それはすべて、ルーブ・ゴールドバーグ・マシンによく似た複雑な組立ラインで包装される前のことです。
しかし、複雑な金属部品の製造と成形には課題が伴います。そこで、積層造形とも呼ばれる 3D プリントが付加価値ソリューションを提供します。部品を層ごとに構築することで、CNC 加工やその他の従来の金属製造方法の多くの制限がなくなり、設計の柔軟性が向上するほか、食品および飲料加工機器メーカーに数多くのメリットがもたらされます。
食品・飲料業界と連携し、金属 3D プリント技術のリーディング カンパニーである Desktop Metal は、食品・飲料業界が金属 3D プリントに移行する主な理由を次のようにまとめています。
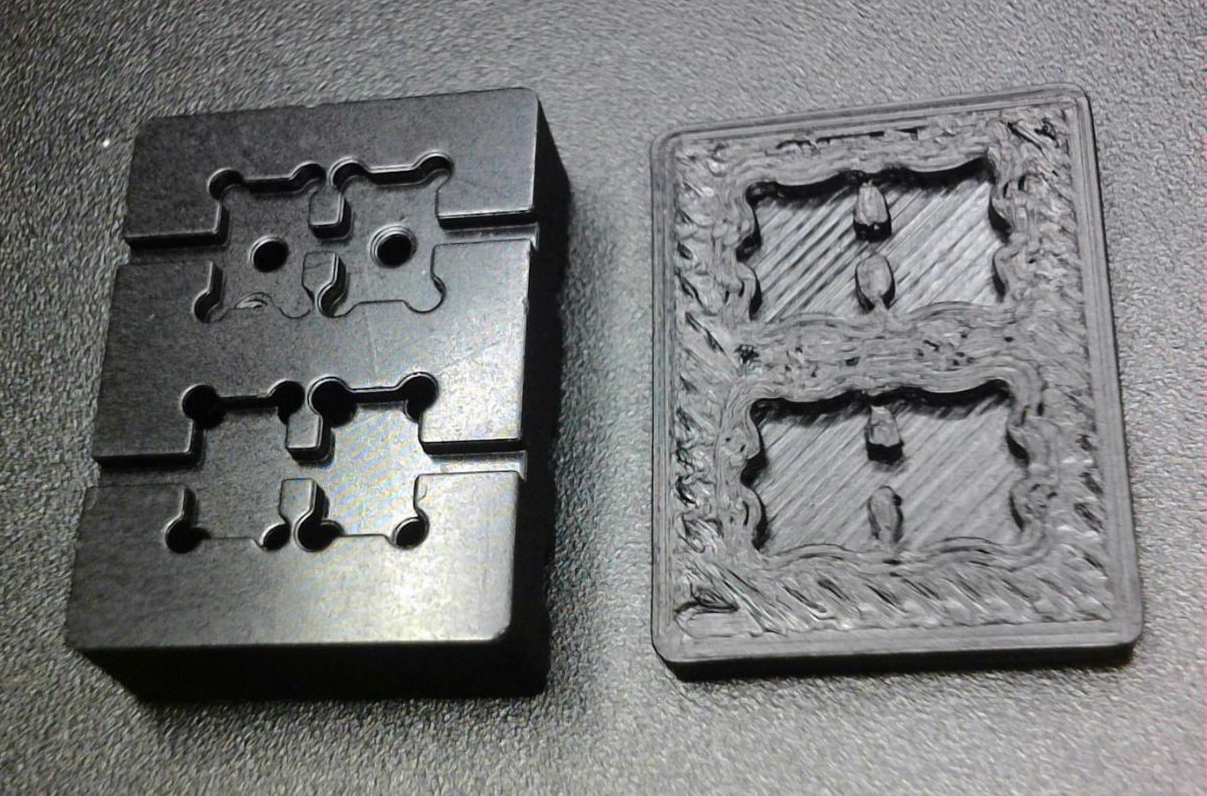
[3Dプリント金属部品]
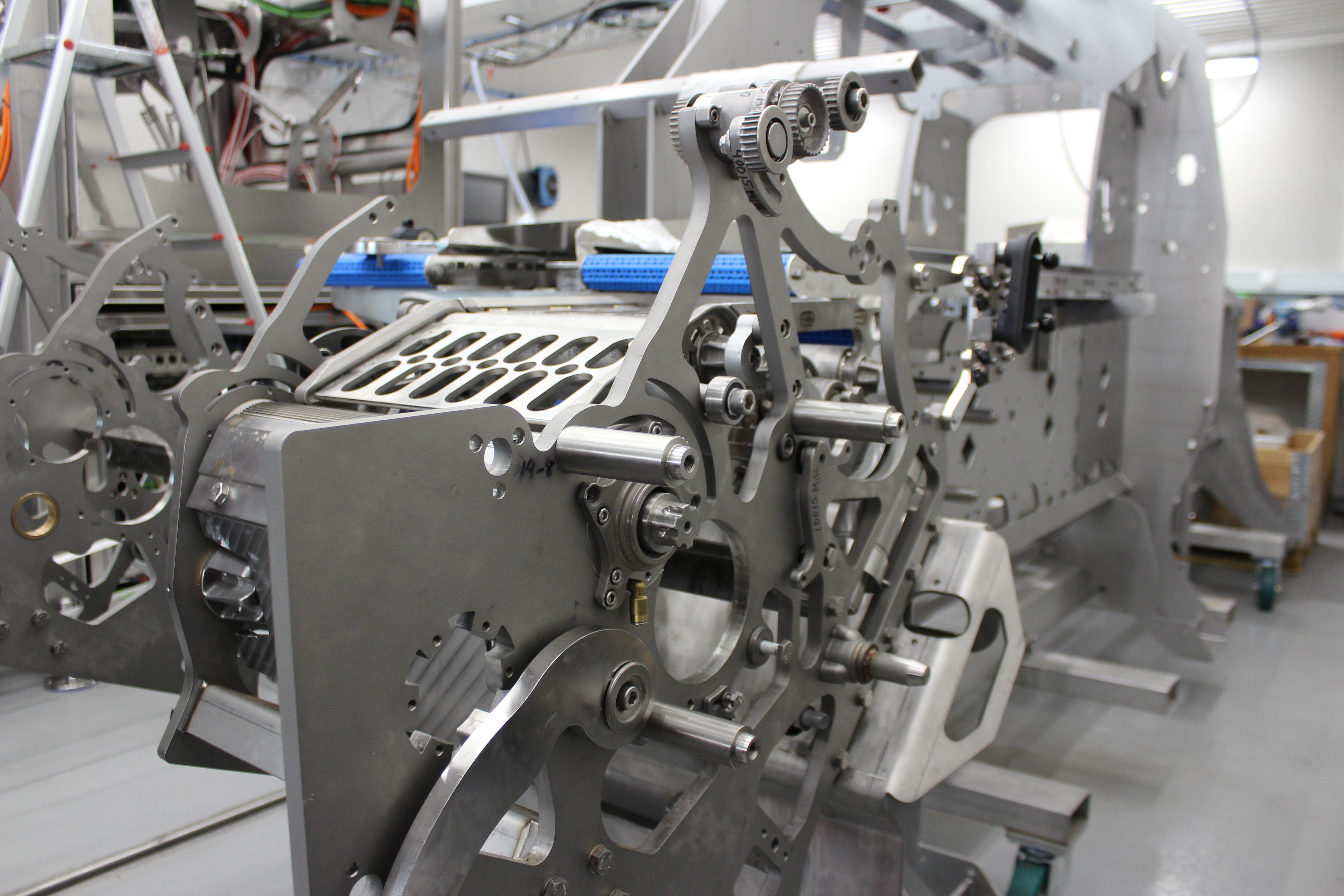
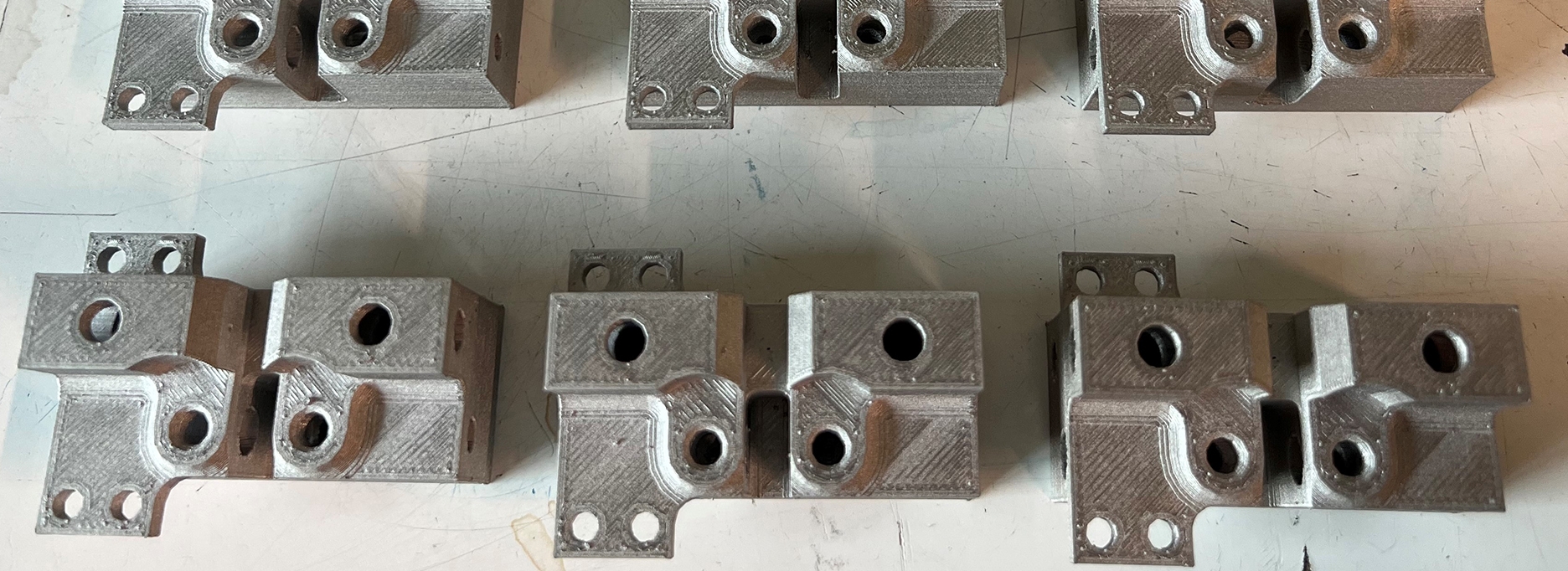
Curio 魚切り身機に組み立てるために、Desktop Metal Studio システムで 3D プリントされた 316L ステンレス鋼部品
金属 3D プリントを統合することで、メーカーはプロトタイプを迅速にテストし、設計を検証し、最終用途向けに同じ部品をバッチ生産で印刷できます。新しい Curio 魚切り身機の組み立て用の最初のロット部品には、以前は金属鋳造型を作るのに 54 ~ 58 週間のリードタイムが必要でした。Desktop Metal Studio System により、Curio は数週間以内に部品を入手し、生産を遅らせることなく新しい機械を市場に投入できるようになりました。
3D プリントは、機械の適切な操作に不可欠な器具の製造において、数え切れないほどのメリットをもたらします。積層造形による設計の柔軟性により、人間工学に基づいた使いやすいツールの開発が可能になり、精度と製造品質の標準化にも役立ちます。さらに、加工ラインでのロボット アームの使用が増えるにつれて、3D プリントの設計の自由度で作られた軽量コンポーネントは、ロボットが処理できる製品の容量を最大限に高めるために不可欠です。
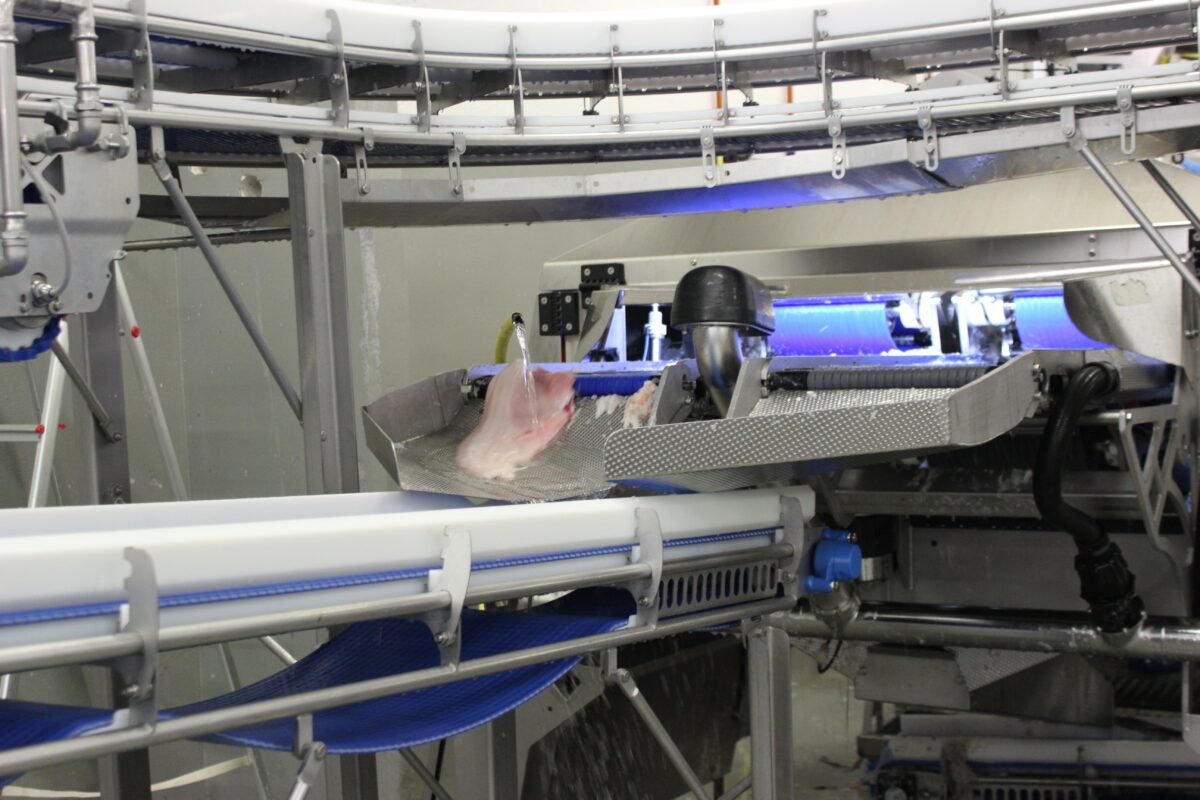
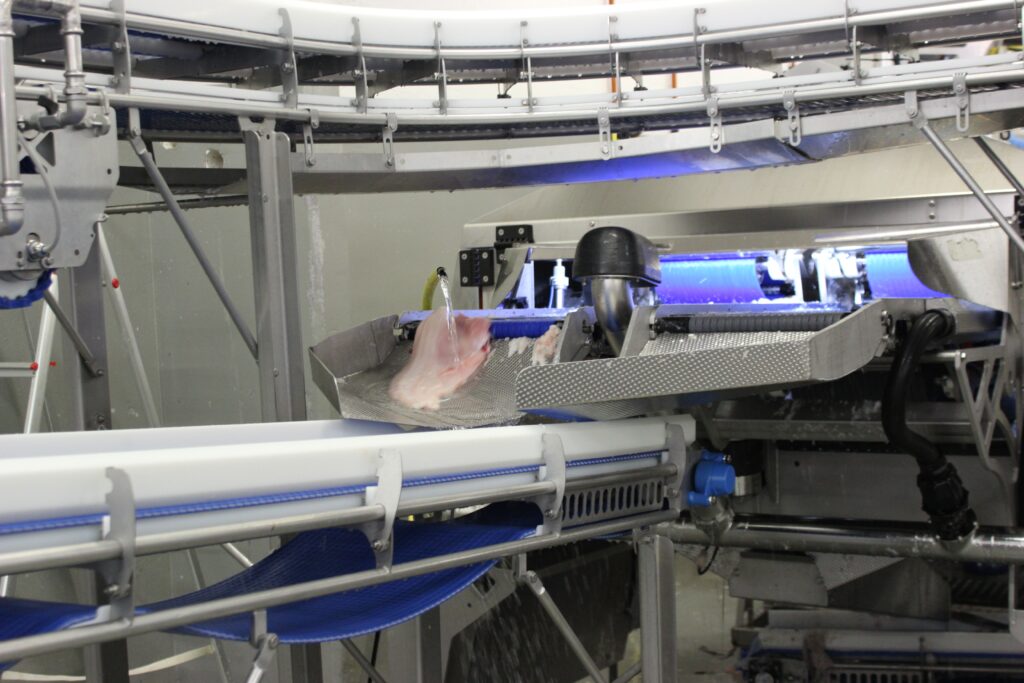
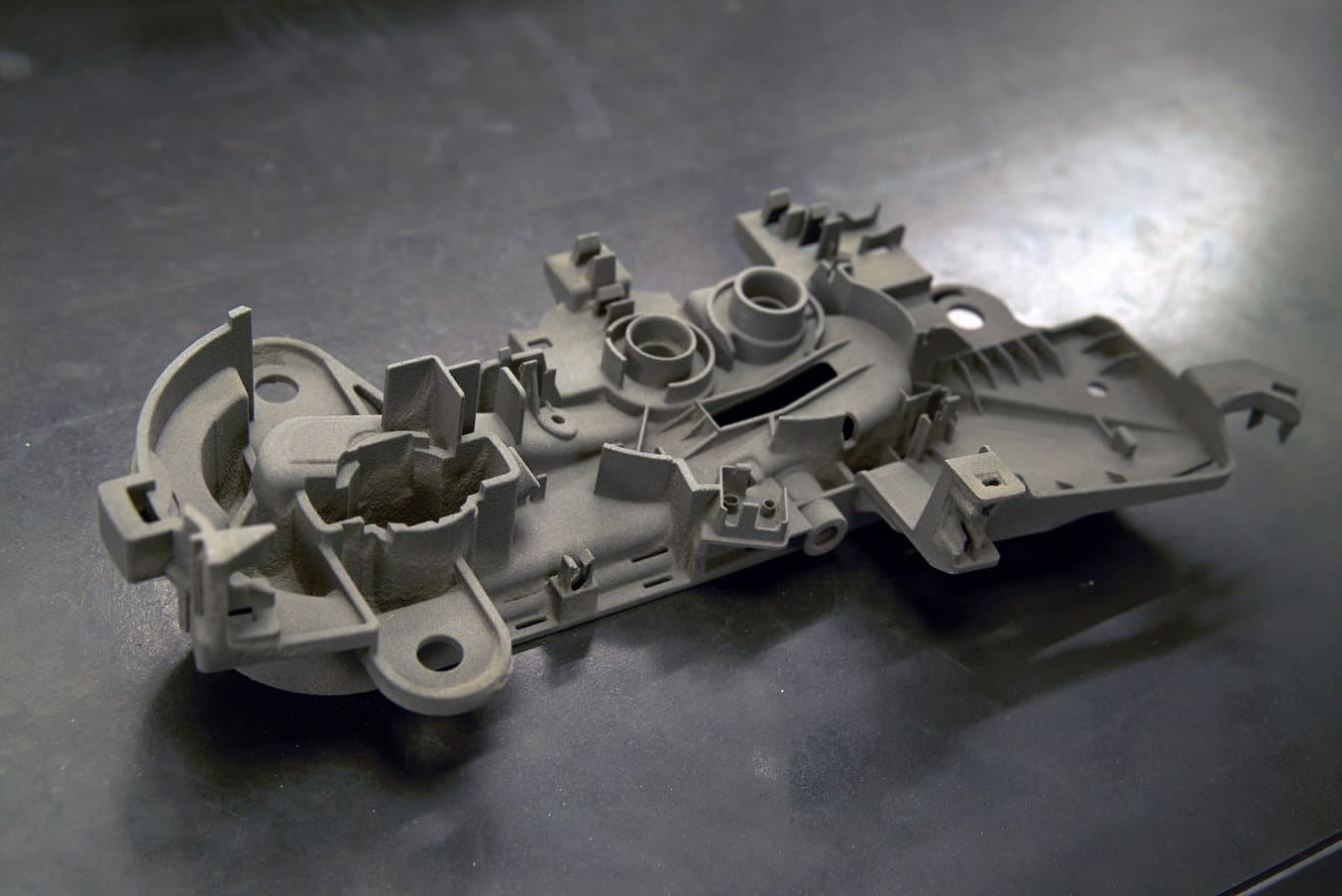
金属 3D プリントの設計自由度を利用して開発された統合された軽量で最適化された部品により、食品加工機器会社は、複数の機能を果たす機械用の複雑な部品を作成できます。下のステンレス鋼ローラー ガードの写真は、食品加工業界の高価値セグメントにテクノロジー ソリューションを提供する世界有数の企業である JBT のために、Hudson Valley Additive Manufacturing Center (HVAMC) で 3D プリントされました。ローラー ガイド ソー ノズル ブロックは、鶏肉、肉、魚介類を迅速に処理するための大規模で非常に高度なシステムである JBT の Adaptive 3D Portioning System の一部です。
チームは、さまざまな用途に複数の材料を使用した Form 3L を使用しています。たとえば、次のようになります。
通気孔
「お客様から独自の製品を持ちかけられ、それを自社のデザインに組み込みたいという要望が寄せられるのは、当社にとってよくある課題です。かつて、あるお客様が、別の車両の独自のエアベントを自社の車内に組み込みたいとおっしゃったことがありました。当社は 3D スキャン技術を使用してこの部品をデジタルで再現し、外部スキンを作成しました。まずドラフトマテリアルでこれを作成して、デザインをテストし、お客様に検証してもらいました。そこから、ホワイトマテリアルに移行して、生産可能な部品を作成しました。」
「過去 10 年間のテクノロジーと 3D プリンティングの進歩は驚異的です。私が最初に少量生産のニッチな車両を生産し始めた頃は、現在生産している製品のいくつかは、まったく入手不可能なものでした。そして、現在ではこれらの部品を生産できるだけでなく、非常にコスト効率よく、非常に迅速に生産することもできます」とバーニコット氏は語りました。
3D プリントは、チームがより優れた製品をより早く作成するのに役立つだけでなく、新しいビジネスを引き付けることにも役立ちます。多くの顧客が、最新のテクノロジーにアクセスしたい、最先端の材料を使用して部品を作りたいと考えているため、3D プリントを頼りにしていることが分かりました。
学校で 3D プリントについてよく知っていたので、オンラインでレビューをいくつか読んでから探し始め、Form 2 3D プリンターを見つけました。同僚たちは今では 3D プリントの価値を理解していますが、最初は非常に懐疑的でした。彼らは 3D プリントはおもちゃのようなものだと考えていたのです。
私たちの業界では、良い機器は必然的に高価になるものと想定しています。当社の機械のほとんどは 10 万ユーロから始まり、それをはるかに超えます。同僚たちは Form 2 がわずか 3,900 ユーロほどであることを見て、「なぜおもちゃを買わなければならないのか」と私に尋ねました。
テストを行うために、カスタムサンプル部品を複数注文したところ、3D プリント部品は十分な性能であることがわかりました。穴と長さの許容差は ±0.1 mm の範囲内でした。償却計算のために材料費を調べたところ、ショットピーニング用の 3D プリントツールセットのコストはわずか 45 ユーロであることがわかりました。これを取締役会向けのプレゼンテーションにまとめ、新しいギア工場のキックオフミーティングに部品を持っていきました。最終的に取締役会は納得し、最初の Form 2 を購入することを決定し、すぐに 3 台にスケールアップしました。
プロセス エンジニアの Christian Joebstl 氏は、Pankl の生産施設で 3 台の Form 2 SLA 3D プリンターを操作しています。
3D プリントでは、同じデザインをプリンターに送るだけで、翌朝までに完成品を準備できます。これにより、製造ラインでパーツをチェックし、必要な変更を加える時間ができます。また、設計プロセスが簡素化され、あらゆる形状の治具を製作できる設計の自由度がもたらされます。従来の CNC フライス加工や旋盤加工では、機械加工可能なパーツを設計する必要があるという制約があり、曲線、穴、面取りを追加するたびにプロセスが複雑になります。
旋盤の冷却媒体はプラスチック部品に非常に悪影響を与え、時間が経つと脆くなってしまうため、これまで多くの問題がありました。Tough Resinで 3D プリントした部品は当社の冷却媒体に対する耐性を示しており、これらの部品が耐えなければならない断続的な負荷に耐えるだけの強度があります。穴と長さの許容差は通常 ±0.1 mm 間隔内に収まっており、当社の治具の要件を満たしています。
そこで、プロトタイプを 3D プリントして顧客に送りました。設計が機能することを顧客が確認すると、自信を持って生産を開始できました。別の方法としては、機械加工部品を製造する必要がありましたが、顧客にとってはコストが高く、8 週間の待ち時間が必要でした。
また、自動ハンドリング システムのグリッパー用の特別なアダプターも 3D プリントしました。グリッパーと部品の完璧なグリップを実現するには、部品のネガを取り、部品の形状に合わせてグリッパーのフィンガーを形成する必要があります。通常は、フライス加工または鋳造を行うことになりますが、これでは大幅にコストが高くなります。
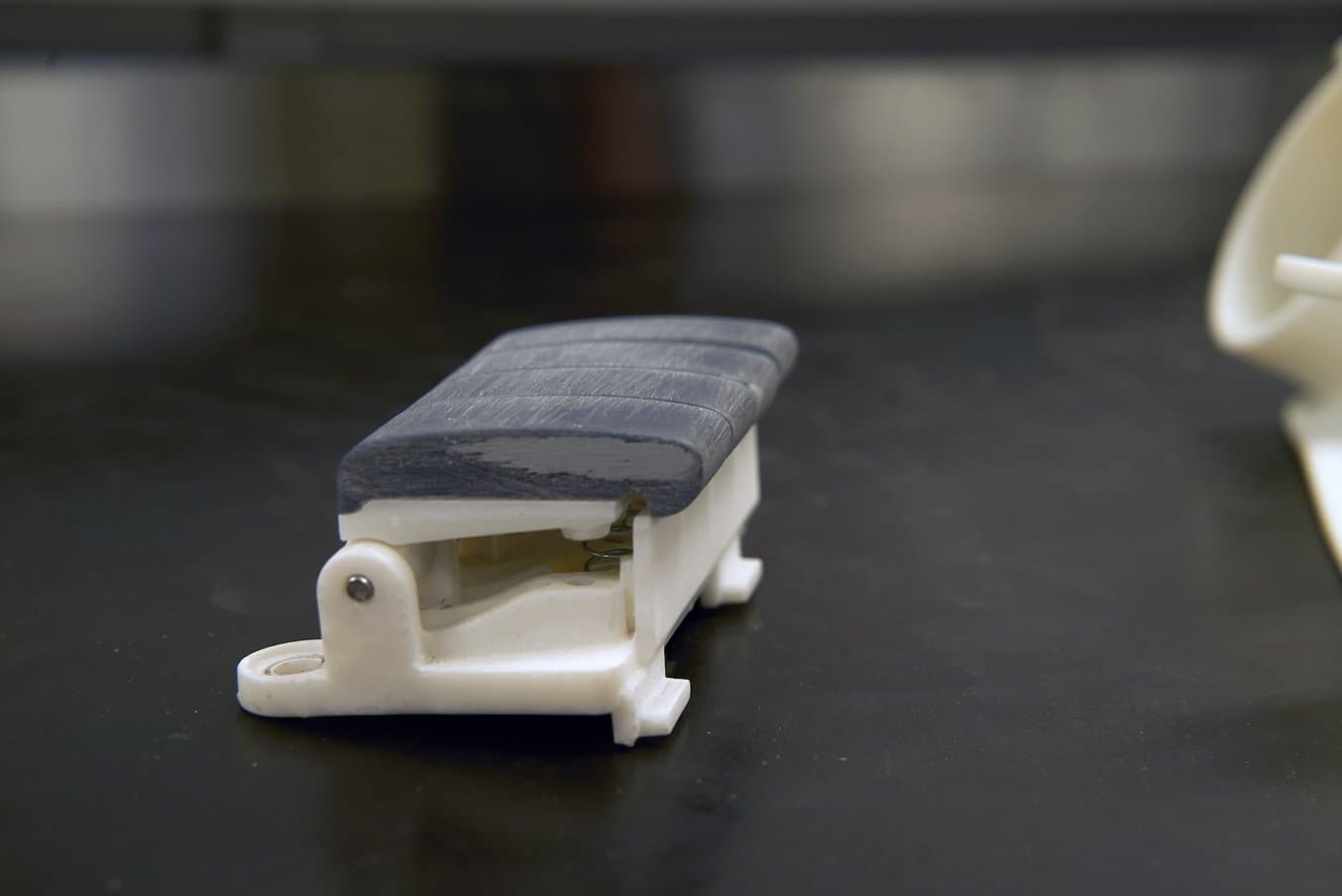
最近、ショットピーニングマシンでフレキシブル樹脂を使用して、セルフクリーニングジグと他の部品間の摩擦を増やしました。金属部品間の摩擦が低すぎて、回転運動を伝達できませんでした。ツールに 3D プリントした弾性ブレーキを追加して摩擦を増やし、回転運動が下から上に伝達されるようにしました。これらの部品を外部ベンダーから入手するには数週間かかったでしょう。
Pankl 内で 3D プリントを使用する予定は他にもありますか?
私の目標の 1 つは、Pankl 内の他の部門からより多くの注文を獲得することです。当社の生産ラインでは 3D プリント部品で成功を収めており、3D プリントのメリットを享受できる用途は他にも無数にあります。他のエンジニアに当社が製造する部品や、それらを使用する用途を見せて、この技術が社内で利用できることを知らせたいと思っています。
すでに航空宇宙部門とドライブトレイン部門向けの部品を印刷しています。彼らは設計図を送ってくれて、私たちは彼らのために部品を製造し、彼らは機械で使用できる完成部品を受け取ります。ただし、Pankl は大企業なので、このプロセスは時間がかかります。当初私たちの部門で経験したのと同じハードルを乗り越えなければなりませんし、他の多くの企業も 3D 印刷について同様の懸念を抱いていると思います。しかし、私たちが達成した結果を見ると、彼らもこの技術の価値を認めてくれると確信しています。