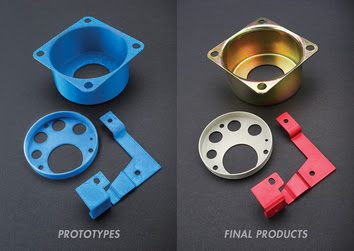
3D プリント ツールは、従来の製造プロセスを破壊する画期的な技術ソリューションです。3D プリントと付加技術の力を活用して、医療、自動車、輸送などのさまざまな業界でツールを作成するための、より高速で持続可能な製造 オプションを提供します。
治具や固定具 の製造に使用する金型の作成から、射出成形などのプロセスによるカスタムフィットの義肢の製造に使用する金型の作成まで、3D プリントツールは部品を設計、試作、製造する方法に革命をもたらしています。
この記事では、2023 年に 3D プリントツールがあらゆる業界にもたらす解決策、実例、優れたメリットについて詳しくご説明します。
3D プリントツールとは?
3D プリントツール は、3D プリンタを使用して、製造工程で使用されるツール、固定具、テンプレート、ダイ、鋳型、治具、およびその他の機器を製造した造形物を指します。これは、作成する造形物の 3D モデルによって決定された所定の位置に、選択した材料を層ごとに堆積させることによって造形する工程です。
ツールの設計、試作、製造、反復を含む従来の製造工程で長年行われてきました。しかし、従来の製造工程では持続不可能で時間がかかり、非効率的であり、製造されるツールの複雑さによっては、製品開発サイクルの中で最もコストのかかる部分となることさえあります。
3D プリントツールは、従来の製造方法に代わるものとして、従来の長い作成方法の負担なしに、複雑なツールを正確かつ精密に作成するより高速で効率的なプロセスを提供することで、ツール作成プロセスを短縮します。
3Dプリントツールの例
3D プリント ツールは、さまざまな業界の企業によって多くの製造プロセスに採用されています。しかし、3D プリント ツールの使用例として称賛に値するのは、野球、アメリカン フットボール、ファストピッチ、サッカーなど、多くのスポーツの用具を製造しているWilson Sporting Goods 社です。
Wilson R&D は、少年野球バットのグリップの課題に対応するために、より効果的な方法を模索していました。従来の製造方法では、数週間かかることがあり、既存の社内ツールでは製造コストが高価すぎたため、Nexa3Dのフリーフォーム射出成形 (FIM) と高速で強力な LSPc テクノロジーを採用することにしました。
Nexa3D x ウィルソン Nexa3D NXE 400 を使用することで、ウィルソン研究開発部門は 9 時間で12 個の金型半体 (6 セット) を印刷することができ、各金型セットから 4 ~ 6 個の最終使用バットを生産することができました。このソリューションを使用することで、ウィルソン研究開発部門は、あらゆる製品の複数の部品を一度に迅速に製造できるようになり、1 回の生産で迅速に繰り返し作業を行うことができます。
もう 1 つの例は、 Alpine です。この会社は、航空宇宙、エネルギー、宇宙などの業界向けのカスタム部品の設計と製造における一流の専門家の 1 つと考えられています。Alpine が直面した大きな問題の 1 つは、従来の射出成形では永久鋼工具に多額の先行投資が必要であり、試作品 を迅速に製造する能力が制限されるということでした。
アルパイン×Nexa3D これに対処するため、Alpine は Nexa3D の XiP 3D プリンターと Nexa3D の xMOLD 樹脂を取り入れました。xMOLD を使用したフリーフォーム射出成形により、従来の金属成形に関連する課題を克服できました。生産コストは最大 86%、リードタイムは 91% 削減されました。
Fraunhofer IFAM も見てみましょう。Fraunhofer は金属射出成形 (MIM) のリーダーであり、航空宇宙、海洋、エネルギーなどのさまざまな業界の企業で使用されています。Fraunhofer は最近、リードタイムとコストを削減しながら新しい用途開発を支援するために、Nexa3D のXiP デスクトップ 3D プリンタと LSPc® テクノロジーを活用したフリーフォーム射出成形プロセスを導入することを決定しました。
Nexa3D × フラウンホーファー これにより、設計の自由度が高まり、10 日以内に金属部品をの試作品を提供できるようになりました。
3Dプリントツールの利点
3D プリント ツールは製造業者にとって画期的なものであり、製品開発を加速することで生産プロセスを改善する数多くのメリットをもたらします。3D プリント ツールの注目すべきメリットには、次のようなものがあります。
生産の加速
従来のツール作成プロセスには、設計から製造までの幅広いステップが含まれており、ツール作成のリードタイムが長くなります。製造に長い時間をかけ、機械加工部品の交換を頻繁に行う代わりに、メーカーは 3D プリント ツール ソリューションを使用して、新しいツールを大規模に製造するより迅速かつ低コストな方法を実現できます。
3D プリントにより、ツールの迅速な製造が可能になり、生産サイクル時間が大幅に短縮されます。これにより、市場投入までの時間が短縮され、メーカーは日常的に使用する製品の需要を満たすことができます。
生産開始が早まるということは、メーカーが市場機会をより迅速に活用できるようになるため、収益の早期創出と収益性の向上の可能性も意味します。
さらに重要なのは、正確な仕様に合わせて微調整されたツールを構築できるため、ツールを再設計する必要性が減り、長期的にコストが大幅に削減されることです。
クイックイテレーション
クイックイテレーションとは、短期間で製品の迅速な設計、検証、改良、フィードバックを短期間に行い、改善する手法です。この手法により開発スピードを早め、変化する顧客のニーズを素早く反応させ、
最適な商品開発を行います。3D プリンタは、柔軟な設計が可能になり、商品開発をさらに進化させます。
3D プリンタを使用すると、どんな企業規模でも、複雑なカスタムツールの設計が行えます。この技術は、金属からプラスチックまで幅広い材料の選択肢を提供するだけでなく、コスト効率も優れています。
その結果、企業はさまざまな設計を検証し、最高のパフォーマンスのツールを効率に改良し、アイデアと最終製品のギャップを埋めることができます。
改良された製品
3D プリンタを使用すると、メーカーはツール設計を厳密なテストと検証工程をかけることができます。これにより、設計上の弱点を特定し、製造サイクルの早い段階で設計上の欠陥を修正することが容易になります。
設計上の欠陥を特定して修正する事は、部品設計上の弱点による問題を防ぐだけでなく、より高品質の最終製品の製造にも役立ちます。
さらに、カスタマイズ設計を通じてツールを特定の業務や顧客に迅速に適応させることができるため、メーカーはより幅広い顧客のニーズに応える製品を製造する事ができます。
設備投資の削減
3Dプリントツールは、特に資本支出 (CAPEX)に関して、従来のツール作成方法に関連する財務上の障壁を軽減します。CAPEXとは、企業が物理的資産を取得、アップグレード、維持するために使用する資金を指します。これには、不動産、工場、建物、テクノロジー、または機器が含まれます。
CNC 加工や射出成形などの多くの製造プロセスでは、独自のツールが必要であり、ツールの欠陥は生産ライン全体の遅れにつながる可能性があります。そのため、従来のツール方法を使用する多くのメーカーは、ツールの設計に欠陥がないようにするために、骨の折れるプロセスを経ています。ただし、これは、ツールをゼロから設計、製造、カスタマイズするのに十分な時間だけでなく、金型や加工設備に投資するための資本として十分な資金も必要であることを意味します。
3D プリンタを使用すると、高価な金型が不要になるため、初期の CAPEX が削減され、高価な生産工程が不要になります。さらに、従来の減算型ツール方法に比べて材料の無駄が少なくなるため、コスト削減にも貢献します。
3Dプリンタの使用用途
3D プリンタは、生産のさまざまな製造段階に適用されます。これには以下が含まれます。
フリーフォーム射出成形
概要:
フリーフォーム射出成形は、 Nexa3D が開発したハイブリッド製造工程です。
3Dプリントと射出成形を組み合わせることで、従来の工程では実現できない複雑な構造や部品の造形が可能になります。
使い方:
Nexa3D は 、超高速産業用 XiP Pro 3D プリンタを使用します。
設計、材料仕様、測定値、その他の必要なデータを含む CAD ファイル作成
ファイルを型に変換
金型を造形して、後処理
射出成形の他の段階は、射出成形機のセットアップ、3Dプリントされた金型キャビティに溶融プラスチック樹脂を高圧で注入し、その後冷却することが含まれる。
冷えたプラスチックは金型から取り出されるか、金型を溶かすために脱型ステーションに置かれます。
成形部品は品質管理のために検査されます。
(キャビティについて。 MONOWEB様 WEB記事引用:https://d-engineer.com/mold/cavicore.html ) 使用例:
設計検証、試作、最終使用部品(ウィルソンR&Dの野球バットなど)用の金型を効率的かつコスト効率よく迅速に製造
内装部品などの複雑な部品の自動車試作
補聴器などの医療機器部品
画期的な XiP Pro と特許取得済みの xMOLD 樹脂をフリーフォーム射出成形に組み合わせて、Nexa3D が射出成形にどのような革命をもたらすかをご覧ください。
詳細はこちら
その他、成形の工程
概要:
射出成形など一般的な方法以外にも行える成形手法はございます。圧縮成形、ブロー成形、回転成形などがあります。それぞれに、特定の用途や材料の種類に合わせた独自の利点があります。
使い方:
メーカーは、製造しようとしている部品が必要とする要件に当てはまる造形方式を選択できます。
ツールのCAD設計を作成
ニーズと材料の選択に合った造形方式を選択してください
選択した3DプリンタにCADデータをアップロードし、金型を造形
金型を後処理し、確認して、必要に応じて調整
使用例:
プラスチック容器を製造するためのブロー成形。例えば、ペプシコ カスタムプラスチックボトルの製造にNexa3DのNXE 400とxPEEK147材料を使用
中空内装部品を使用した自動車部品の製造
絶縁体などの電気部品の金型の製造
治具と固定具
治具と固定具 概要:
治具と固定具は、製造および組み立て工程で工具やワークピース(製造過程にある製品)を保持、支持するために使用される部品です。同じ意味で使用されますが、治具は切削工具を所定の位置に保持したり、切削作業でガイドしたりするツールを指し、固定具は作業場を固定された位置または方向に安定して保持します。
3D プリントされた治具と固定具の一例として、Applied Rapid Technologies (ART)の事例があります。同社は NXE 400Pro を使用して、1 ~ 2 時間で 35 個を超える金型部品、治具、固定具を造形しました。
使い方
治具や固定具に 3D プリントを使用する場合は、次のような上記と同様の造形工程を行います。
治具または固定具の設計のCADファイルの作成
CADファイルを3Dプリンタにアップロード
設計された治具や固定具を造形
これにより、再設計が迅速に行えるようになり、従来の機械加工に伴う経費を削減できます。複雑な形状や高度にカスタマイズされた部品を造形できるため、製造ニーズに合わせた特殊な治具や固定具の造形に最適です。
使用例
自動車や産業用部品の精密組み立てを支持する治具や固定具の作成
医療機器組み立て用の治具や固定具など、医療用途向けに作成されたカスタム治具や固定具
カスタマイズ部品
カスタマイズ部品 は、独自の仕様、要件、または機能を満たすように特別に設計および製造された部品を指します。
標準部品や既製部品と異なり、カスタム部品は特定の用途や製品に合わせて調整されることが多く、正確な造形で特定のニーズを満たします。
金型、鋳造パターン、最終製品など、幅広いカスタム製品に使用でき,特に MSLA3Dプリンタを使用すると、複雑な形状と高品質の表面仕上げを必要とする最終製品を造形できます。
ⅯSLA3Dプリンタを使用して、造形中に必要なピクセルをマスクし、必要なピクセルのみが光を通過できるようにします。その結果、歪みのない、表面仕上げの優れた製品が生まれます。
使用方法
他の造形方式と同様に、次の方法でカスタム製品を作成します。
CADソフトウェアを使用してカスタム生産用のツールの3Dモデルを設計する
作成したCADファイルを3Dプリンターにアップロードする
ツールを印刷する
制作にツールを使用する
3D プリントでカスタム部品を製造することで、メーカーは個々の仕様に迅速に適応できます。この方法は少量生産の場合にコスト効率が高く、大量の在庫を必要とせず、従来の製造に伴う諸経費を削減します。
また、3D プリントによりカスタム部品が迅速に納品され、顧客の要求に迅速に対応できるようになります。
使用例
医療分野: 患者の解剖学的構造に合わせたカスタムインプラントまたは補綴物航空宇宙: 強度を損なうことなくパフォーマンスを最適化するために、複雑な内部形状を備えた軽量コンポーネント自動車: 特殊車両や高級車向けのカスタム自動車部品、または新しいコンポーネントの試作用研究開発: 大規模生産の前に革新的な施策品を造形したり、斬新なデザインを試験
3Dプリントツールを最適化
3D プリントツールは、迅速かつコスト効率よく効率的に製造することで、製造工程を変革する機会をメーカーに提供します。生産を迅速化し、迅速な反復によってイノベーションを促進し、最終的に製品の品質を向上させる力を持つ 3D プリント ツールは、現代の製造業の最前線に立っています。
Nexa3D が提供するフリーフォーム射出成形ソリューションなどの 3D 印刷技術の利点を活用することで、製造業者は絶えず進化する製造業界でイニシアチブを発揮できます。