ガラスやアクリルなどの透明素材は、消費者向け製品、工業用途、医療など、さまざまな用途に使用されています。しかし、透明部品の試作や少量生産は従来の方法ではコストがかかり、効率も悪いため、「透明部品を 造形できるのか」という疑問が生じます。
答えは、適切な技術と素材を使用すれば、可能です。
ステレオリソグラフィー (SLA) 3D プリントでは 透明な造形物を後処理によって透明にすることができます。Formlabs の最新の樹脂 3D プリンター Form 4 と大型の Form 3L は、剥離力を軽減する柔軟な樹脂タンクを使用することで透明度をさらに高め、滑らかな表面仕上げのより透明な部品を生み出します。
半透明および透明な 造形品を製造するための材料は複数あります。
- クリア レジンは 、非常に透明な 材料で、高速で高精度、透明で強力な機械的特性を保有し、簡単に造形が行えます。流体工学、金型製作、光学、照明、内部機能の展示、および半透明性が必要なあらゆる部品に最適です。
- Elastic 50A Resin は、半透明で柔らかく伸縮性のある材料です。通常はシリコンで製造される部品の試作に最適です。
- Flexible80A 樹脂は 、より硬くソフトな手触りの半透明材料です。ゴムや TPU の柔軟性を検証するのに最適です。
- BioMed Clear Resinは、長期間の皮膚 (>30 日)、呼吸ガス経路、粘膜膜との接触 (>30 時間)、または短期間の骨、組織、象牙質 (<24 時間) を必要とする生体適合性があり、透明で硬く、強度があり、耐摩耗性のある材料です。
- BioMed Elastic 50A 樹脂は、快適性と長期皮膚接触 (>30 日) または短期粘膜接触 (<24 時間) を必要とする生体適合性アプリケーションに適した、柔らかく、弾力性のある透明な材料です。
Flex 80A 樹脂は、耐久性と長期皮膚接触 (>30 日) または短期粘膜接触 (<24 時間) を必要とする生体適合性があり、硬く、柔軟性のある透明な材料です。
このガイドでは、様々な用途向けに透明な3D プリント部品を作成するためのさまざまな仕上げ方法についてご説明します 。透明性を実現する簡単な手法から、光学的に透明な部品を作成するためのニッチなテクニックまで、さまざまな方法をご紹介します。
透明な材料で造形する方法
クリアで透明な 造形品は、透明試作品の造形、内部の空洞や詳細の表示、LED の収容、ウィンドウの作成、または透明な解剖モデルや医療機器のプリントに最適です。
Formlabをご使用のお客様は、Clear Resin を使用して、 カメラ用の完全に光学的に透明なレンズ、 タイムズ スクエアの フレネル レンズ インスタレーション用のタイル、ライト パイプ、プリズム、 ミリ流体デバイスなどを作成しました。

FAQ: アクリルを 3D プリントできますか?
はい、ただし注意点があります。ポリメチルメタクリレート(PMMA)は一般にアクリルと呼ばれ、ガラスよりも耐久性のある代替品としてよく使用される透明な熱可塑性プラスチックです。熱溶解積層法(FDM)3Dプリンタで造形することは可能ですが、材料自体が有毒で歪みやすいため、あまりお勧めはできません。FDMプリンターの場合は解像度が低いため、3Dプリントされた部品は半透明になります。
アクリルのような完全に透明な部品を 3D プリントする場合は、SLA 3D プリンターでクリアレジンを使用してプリントし、この記事で説明した方法のいずれかを使用して 3D プリントした部品を後処理して完全に透明にすることをお勧めします。アクリル スプレーの使用は、透明性を確保する方法の 1 つです。
透明 3D プリントの後処理方法
クリア レジンで 3D プリントしたパーツの後処理には、いくつかの手法でテストしました。手作業によるサンディング、クリア コーティング、および樹脂の浸漬について説明します。
各仕上げオプションには、パーツに必要な透明度と表面仕上げの度合いに応じて、様々な技術が必要です。
手作業による研磨と研磨
用途: 手作業によるサンディングと研磨は、細部の少ない単純な形状には効果的ですが、複雑なモデルの仕上げにはあまり適していません。この方法では、完全な光学的透明性を実現するのは非常に困難です。
透明な部品を手作業で仕上げるには、非常に細かい粒子まで研磨する必要がありますが、少し努力すれば、拡大鏡のように透明になるまで研磨して磨くことができます。
ただし、手作業による仕上げですべての層状線を完全に除去するのは非常に困難です。部品を光に対して浅い角度で持つと、微細な傷が見える場合があります。
手順: さまざまな粒度のサンドペーパーを使用して表面を滑らかにし、アクリルクリーナーとマイクロファイバークロスで部品を磨きます。
3000 グリット付近では、透明な 3D プリント部品は光沢があり、手触りが非常に滑らかになります。12000 グリットでは、反射します。
400 から 12000 グリットまでの 200 刻みのサンドペーパーとマイクロメッシュ パッドを使用して、ゆっくりと慎重に部品をグリット レベル間でクリーニングし、前のレベルの傷を取り除いてから次のレベルに進みます。
当社のサポート サイトでは、 アクリル スプレーによる仕上げのオプションを含む、手作業によるサンディングの簡単な視覚的なステップ バイ ステップ ガイドを提供しています。
ヒント:半透明にするだけでよい場合は、ミネラル オイルを使用して均一な仕上がりを作り、分け目の明るい部分を隠します。

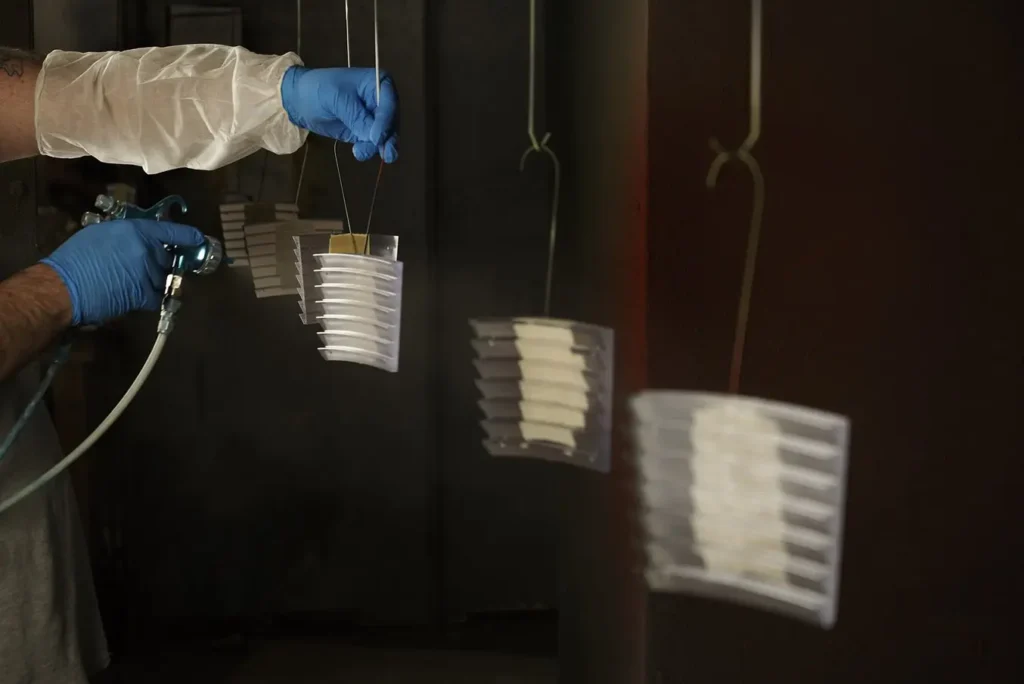
スプレーコーティング
用途: スプレーコーティングは、ディテールをあまり損なうことなく、パーツの透明度を向上する簡単で迅速な方法です。この方法は、通常のサンディングや研磨では届きにくい複雑なディテールをコーティングできるため、あらゆる種類のモデルに効果的です。
クリアコーティングだけでも、層状の線を隠し、黄ばみや意図しない後硬化の原因となる紫外線暴露から部品を保護するのに役立ちます。滑らかでガラスのような表面仕上げをお求めの場合は、コーティングの前に手作業でサンディングと研磨技術を実行してください。クリアコーティングの前にサンディングを多く行うほど、透明度が高くなります。この追加ステップは、パッケージ、ボトル、マイクロ流体など、完全に透明なプラスチックのように見える後処理プロトタイプに最適です。
手順: 3D プリントのクリア コーティングには、安価なスプレーから専用の部屋とツールを必要とする製品まで、いくつかのオプションがあります。
- 汎用クリアコートスプレー塗料:高品質で手頃な価格のスプレーが多数あります。2K クリアコートの使用をお勧めします。
- 自動車用スプレー:高固形分アクリルウレタン クリアコートは、非常に高い光沢があり、自然乾燥および焼き付け条件向けに設計されていますが、スプレーガンとスプレー専用のスペース、およびベースコートが必要です。
スプレー塗装の場合は、イソプロピルアルコール (IPA) で洗浄済みの清潔で乾燥した部品から始めます。黄ばみの原因となるため、スプレーする前に部品を後硬化しないでください。部品を自然乾燥させます。完全に乾燥したら、ほこりのない環境で 2 ~ 3 回スプレー塗装します。
ヒント:有料ですが、自動車ボディショップでは、Lesonal Universal Clear などのスプレーを使用してコーティングをしてくれる場合があります。ほとんどの場合、これらのショップでは、塗装前に部品の表面を洗浄して準備するために、ナフサなどの軽い溶剤を使用します。
樹脂コーティング
用途: この方法は、非常に透明な部品が必要な場合に最適で、レンズや部品の内部への窓など、平坦またはほぼ平坦な表面でのみ機能します。
樹脂ディッピングにより、非常に滑らかで、表面反射がクリアでシャープな部品が得られます。
この技術を使用すると、他の SLA 素材で印刷された部品の仕上がりをさらに滑らかにすることができますが、細部が損なわれる可能性があります。
手順: 必要に応じて、注射器から滴下するか、パーツを浸して、透明樹脂をパーツに塗布します。粘性のある樹脂がパーツの層や傷を埋め、完全に滑らかな表面を形成します。
樹脂の層は、層線をなくしながらも、できるだけ薄くする必要があります。気泡があれば注射器で取り除きます。 適切な設定を使用してパーツを完全に後硬化させてから、反対側でも浸漬と後硬化の両方のプロセスを繰り返します。
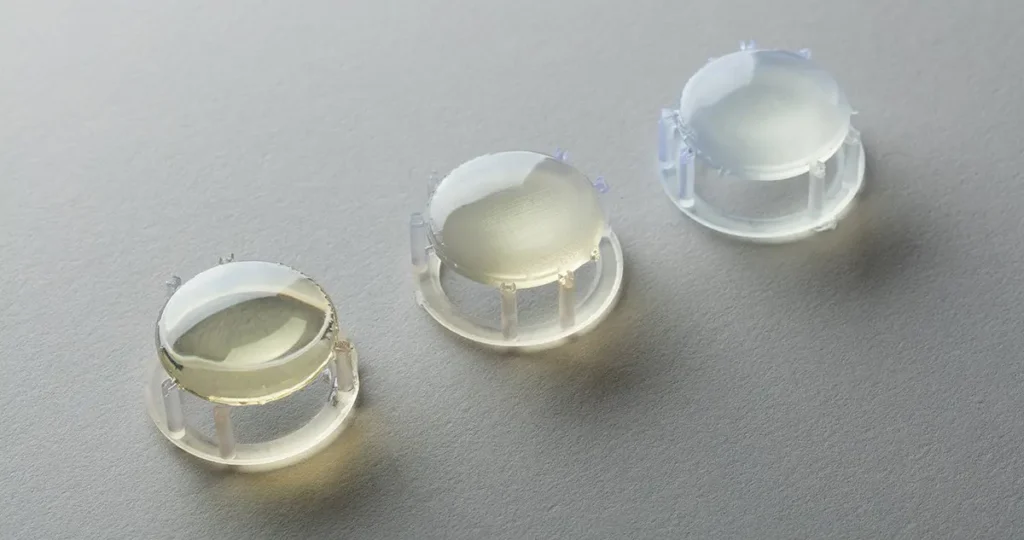
注:浸漬プロセスにより、レンズの焦点距離がわずかに変化します。3D プリントされたカメラ レンズ用に、Formlabs のアプリケーション エンジニアである Amos Dudley が レンズ テスト デバイスを設計し、プリントしました。