PMMA 自動車部品の射出成形セットアップ
スペインのビルバオ地域に拠点を置くIGESTEK は、プラスチックと複合材料を使用した自動車産業向けの軽量ソリューションの開発を専門とする大手企業です。
同社は、複合部品を製造するためのさまざまなハイブリッド加工技術を開発、統合しており、これをティア 1 自動車サプライヤーや OEM (相手先ブランド製造会社) が実装して、高級車やオートバイの部品を生産することができます。
IGESTEK のチームは、形状を検証する概念設計段階から機能プロトタイプを実現する詳細設計段階まで、製品開発プロセス全体で 3D プリントを使用しています。また、プラスチック射出成形用インサートや複合材の熱成形ツールなどのラピッド ツールの製造にも 3D プリントを使用しています。
IGESTEK がどのように開発速度を向上させ、コストを削減し、発生する可能性のある問題に迅速に対応できるかについて、以下をお読みください。
Form 3L でジェネレーティブ デザインされた自動車部品を反復する
IGESTEK の最新の革新的プロジェクトの 1 つは、サスペンション ショック アブソーバー サポート (トップ マウント) です。これらのコンポーネントは、車両のローリングによって発生する振動を軽減して乗客の快適性を向上させることを目的とした自動車のサスペンション システムの一部です。
ショックアブソーバーのサポートは、Autodesk の Fusion 360ジェネレーティブ デザインソフトウェアを使用して開発され、限られた一連の要件に基づいて複数のソリューションが提供されました。
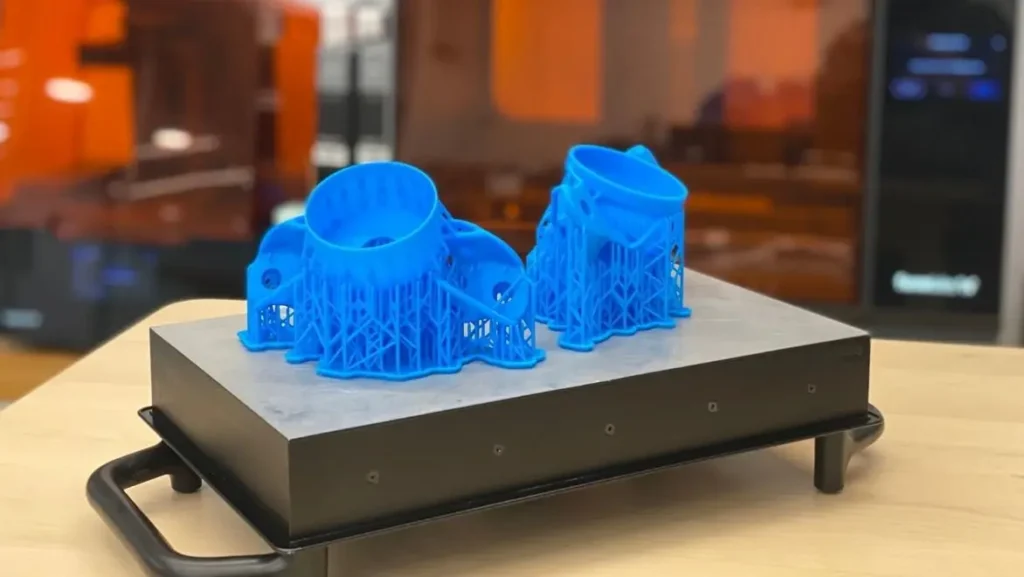
その後、チームは最も有望なデザインを社内のForm 3L 大型ステレオリソグラフィー (SLA) 3D プリンターで 3D プリントして形状を検証し、その大きな造形体積を活用して最大 3 つの異なる反復を同時にプリントしました。SLA 3D プリントにより、ジェネレーティブ デザインを通じて得られた複雑な形状を実現し、高価なツールに投資することなく、機能プロトタイプを使用して組み立てと運動学のプロセスを検証することが可能になりました。
研究開発プロセスの最終結果は、生成ジオメトリに基づく金属 3D プリントと軽量複合材料を組み合わせたマルチマテリアル アーキテクチャであり、市場の現在のソリューションよりも 40% 軽量なパッケージで最高のパフォーマンスを提供します。

多様な SLA 3D プリント材料を使用して熱成形ツールを作成する
IGESTEK のチームは、プロトタイプ作成以外にも 3D プリントを使用して、熱成形カーボン プリプレグなどの複合部品を製造するための迅速なツールも作成しています。
「Rigid 10K や High Temp などの Formlabs 樹脂は、エンジニアリング用途に非常に便利です。当社では通常、複合圧縮熱成形技術を使用しています。プレス機で作業するには、ツールが硬くて耐熱性である必要があります。なぜなら、複合部品を成形するために圧力と高温 (通常は 180 度または 200 度) を使用するためです」と、IGESTEK のイノベーション マネージャーである Nerea Romero 氏は述べています。
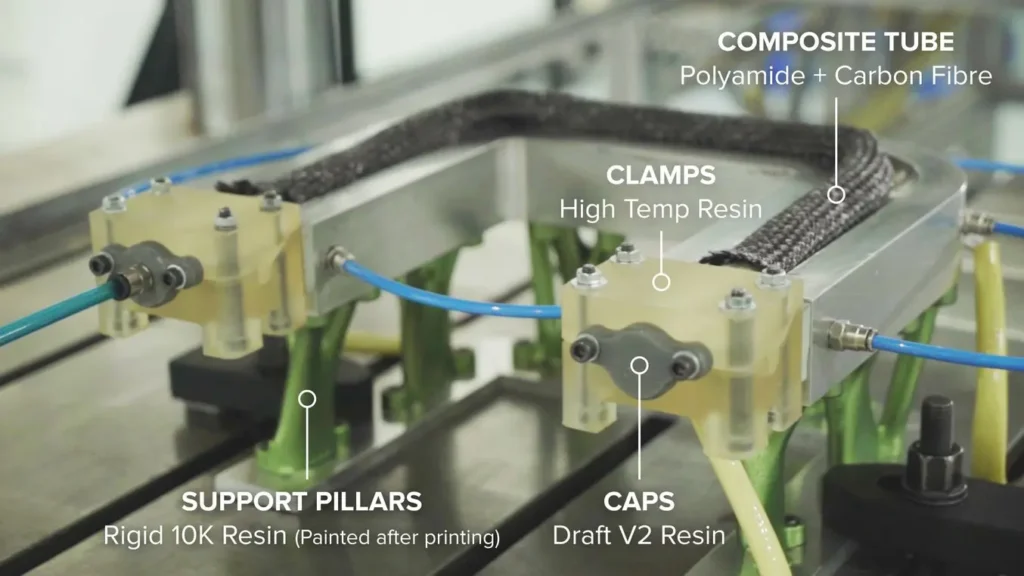
最近の例としては、チームが複合チューブの製造用に開発したツールがあります。チームは、高い剛性が求められるリグの支柱の製造にRigid 10K Resinを使用し、高温と空気圧に耐える必要のあるクランプの製造にHigh Temp Resin を使用し、ツールのエンド キャップを迅速に製造するためにDraft Resin を使用しました。
「[3D プリントがなかったら]金属で作らなければならず、当然、時間がかかり、コストも高くなります。3D プリントがあれば、研究しているものに対してすぐに答えが得られます。
うまくいかなければ、別のプロトタイプをプリントして改良すればいいのです」とロメロ氏は語った。
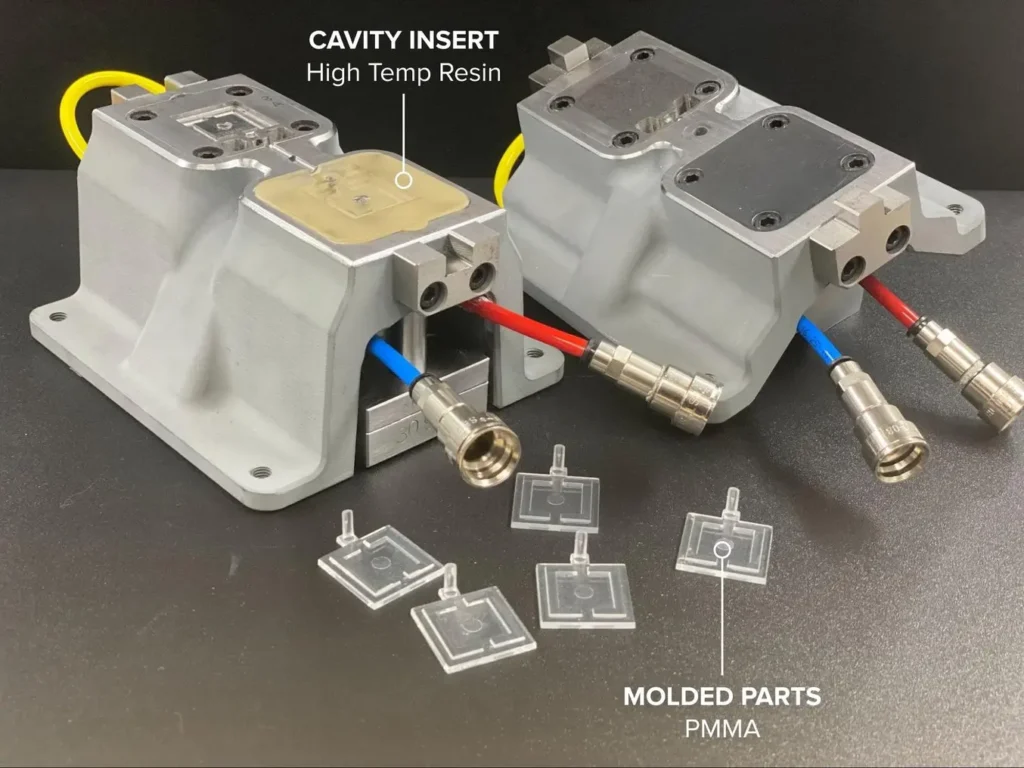
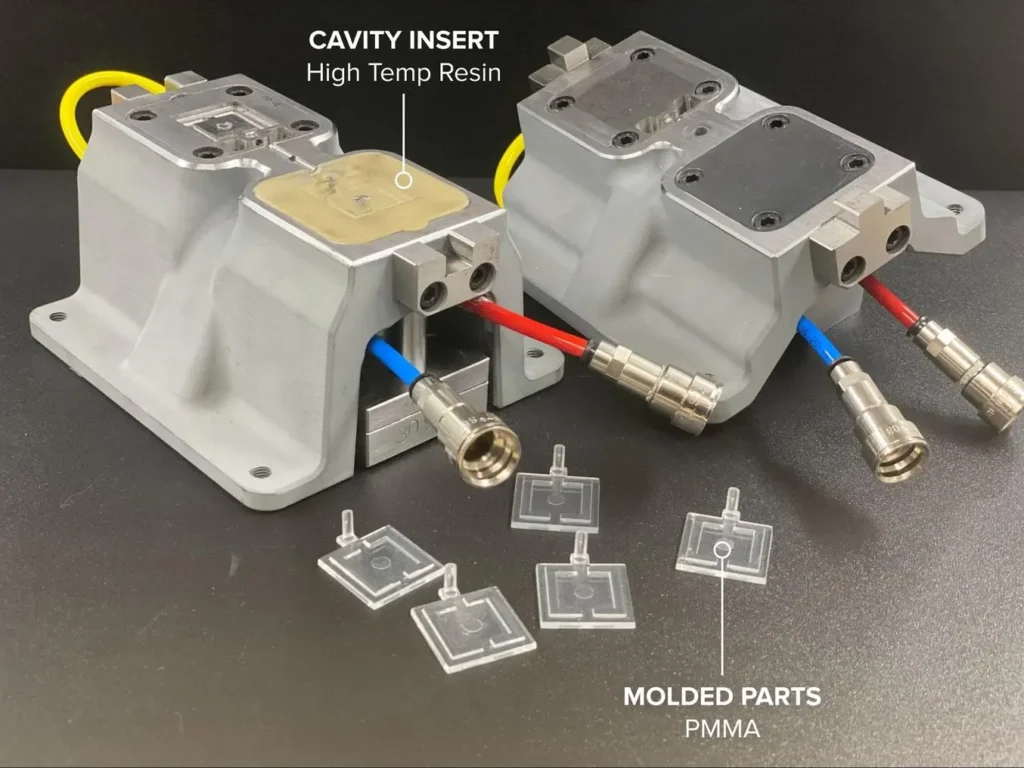
3Dプリント金型インサートを使用した射出成形
IGESTEK のチームは、3D プリントを使用して、プラスチック部品の射出成形用の金型インサートも作成しています。従来、これらのインサートはアルミニウムとスチールから機械加工されていましたが、単純な部品の場合は社内で、より複雑な金型の場合は外注していました。しかし、この方法では、特に 1 回限りの試作品や少量の試作品の場合は、コストが高く、リードタイムも長くなります。
最近の自動車の外装カバーの部品を製造するための射出成形インサートの例では、3D プリントにより、チームはコストとリードタイムを当初の 3 分の 1 以下に削減することができました。
| 射出成形インサート | 3Dプリント | 機械加工金属 |
|---|---|---|
| 料金 | 300ユーロ | 1000ユーロ |
| リードタイム | 10時間 | 30時間 |
金型には 2 つのキャビティがあります。1 つのキャビティは金属製のインサートで作られ、もう 1 つのキャビティはデザインのネガを含むカスタム 3D プリント インサートです。プロトタイプ作成の場合、これは理想的です。チームは 3D プリント インサートを簡単に変更し、さまざまな反復を迅速にテストできるからです。
「プロトタイプ段階では、他のコンポーネントと組み立てて全体の対称性をテストするいくつかのコンポーネントだけが必要です。20 または 50 個のコンポーネントがあれば、作業が機能していることを証明するのに十分です」とロメロ氏は言います。
3D プリントされたインサートで得られる成形部品の数は、主に成形材料、射出システム、成形のパラメータの 3 つの要素によって決まります。
「射出成形や複合材にどのような種類の材料を使用するかによって大きく異なります。たとえば、射出成形の場合、繊維で強化されたプラスチックを使用すると、従来の材料よりもはるかに的確になります。
そのため、[インサート] はより早く損傷します。おそらく 20 個の部品を入手できるでしょうが、さらに生産したい場合は、インサートを交換するだけで生産を継続できます」とロメロ氏は述べました。
次の大きなプロジェクトへ
IGESTEK のチームは革新を続けており、次のプロジェクトで 3D プリントの可能性の限界をどのように押し広げられるかについてすでに考えています。
同社の次のプロジェクトには、大規模な熱成形ツールの作成、Form 3L のビルドボリュームの活用、ツールに新しい機能をもたらすFlexible 80A ResinやElastic 50A Resinなどの他の材料の実験などが含まれています。